







THE CHALLENGE
When designing an oxidizer, local and federal requirements are taken seriously into consideration. Each system is customized for the location it will be run at. Sometimes, a unit must be moved to a different location. It may have been purchased by a different company, or the owner may be moving to a new location. No matter the reason for the move, the system will need to be reassessed and modified to ensure compliance with regulations at the new location.
When a leading pharmaceutical manufacturer needed to relocate an oxidizer across the United States, they turned to the expertise of Anguil Environmental Systems. The company’s 5,000 SCFM (8,025 Nm³/hr) oxidizer needed to be evaluated and updated to achieve the performance expectations at the new facility, which were different from the regulations at the original location.
THE SOLUTION
Anguil began by conducting a detailed review of the system. A field service engineer went on site to inspect the oxidizer. A report detailing the condition of the oxidizer at its current location was generated, as well as a written procedure for the proper disassembly and reassembly of the equipment. The service engineer made recommendations outlining the modifications necessary to make the unit run at the new facility’s required energy, and destruction efficiency rate.
THE RESULT
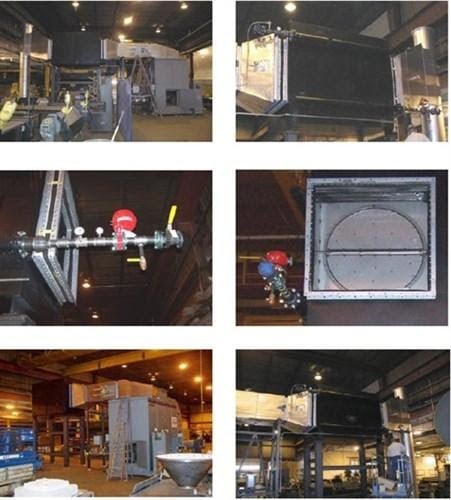
With the review complete, Anguil worked closely with the customer to update the system. The modifications included a control package upgrade and a new hot gas bypass damper. To address the energy recovery requirements at the new facility, an economizer was installed between the oxidizer and exhaust stack to transfer heat to water. The exhaust heat from the stack was transferred to the Anguil economizer which created hot water. This otherwise lost energy was captured and used in various applications such as boiler feedwater, cold makeup water, processed water, glycol, and thermal fluids.
The stainless-steel system tube and fin style heat exchanger has access doors for inspecting and cleaning the tubes. The exhaust flow from the catalytic oxidizer is 5,400 SCFM (8,667 Nm³/hr) and the temperature is 450°F (232°C). Roughly 160 GPM of water is heated to 140°F (60°C) with the economizer. The total energy recovered was 1.43 MM BTU/hr or an estimated total savings of $120,512 per year. The upgrades not only optimized performance but also delivered substantial energy savings to help the customer meet both their operational and sustainability goals.
