








THE CHALLENGE
A manufacturer of insulation films for the electronics industry needed to evaluate their four existing oxidizers. The concern was, due to oxidizer issues, they were not following regulatory requirements. The oxidizers were manufactured by two different companies, one of which was no longer in business. The other was unable to provide an adequate response or solution. An experienced engineering company that would inspect the oxidizers and provide quality repairs for any problems that were discovered was necessary.
After evaluating the service capabilities of several equipment manufacturers and engineering consultants, they chose Anguil Environmental Systems because of their full-service solutions.
Anguil’s rigorous 75-point preventive maintenance evaluation (PME) discovered minor problems with three of the units and a major problem with the largest oxidizer, a 13,500 SCFM (21667.5 Nm³/hr) catalytic oxidizer. Anguil’s recommendations for the three smaller oxidizers greatly improved their safety and performance. Many of the suggestions from Anguil were easily implemented by the plant’s in-house maintenance staff. However, the largest oxidizer required more intensive application engineering and a comprehensive air pollution control solution.
THE SOLUTION
The larger 13,500 SCFM (21667.5 Nm³/hr) system had both a primary and secondary heat exchanger. The primary heat exchanger recovers energy from the combustion chamber exhaust and transfers it to the incoming process air stream to reduce fuel consumption. The secondary heat exchanger recovers additional energy from the primary heat exchanger outlet flow and uses this energy to preheat the air source used in the process. In this case, the secondary heat exchanger is integral to the plant’s coating process; it is used to heat the tower dryer of the AISCO coating machine. The plant engineers noticed a steady decline in the heat available from the oxidizer and secondary heat exchanger. By the time Anguil was invited in for their PME, the oxidizer took up to six hours to sufficiently heat the coater before production could begin. During the six hours of warm-up, the oxidizer had to be supplied with extra natural gas. This fuel consumption led to an operating cost of approximately $266 per startup.
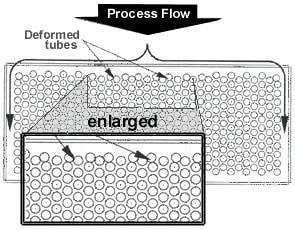 Anguil’s inspection further revealed significant damage to the heat exchanger. A third of the front tubes had separated from the bottom plenum, deforming into the second row of tubes. This effectively blocked around 25% of flow through the remainder of the exchanger. Anguil also pinpointed several areas where the airflow was bypassing the exchanger, traveling in the gaps between the exchanger and the ceramic insulation and passing through tears in the tubesheet and top plenum. The combination of bypass areas and the tubesheet tears allowed solvent vapors to circumvent the combustion chamber, greatly lowering the destruction efficiency of the oxidizer.
Anguil’s inspection further revealed significant damage to the heat exchanger. A third of the front tubes had separated from the bottom plenum, deforming into the second row of tubes. This effectively blocked around 25% of flow through the remainder of the exchanger. Anguil also pinpointed several areas where the airflow was bypassing the exchanger, traveling in the gaps between the exchanger and the ceramic insulation and passing through tears in the tubesheet and top plenum. The combination of bypass areas and the tubesheet tears allowed solvent vapors to circumvent the combustion chamber, greatly lowering the destruction efficiency of the oxidizer.
Anguil performed a destruction efficiency test on the oxidizer when the coated web used 100% toluene as a solvent. Under normal conditions, an oxidizer of this type should have little difficulty in attaining 98% destruction efficiency or better. Due to the airflow bypassing the combustion chamber, the oxidizer was achieving only 93.6% destruction efficiency. Not meeting the regulatory emission requirements.
Replacing the oxidizer would have radically interrupted the customer’s manufacturing schedule, resulting in capital cost increases that were unacceptable. Anguil’s solution eliminated any production disruptions by performing repairs and design enhancements over several scheduled downtimes.
THE RESULT
The first step was to replace both the primary and secondary heat exchangers. The onsite work was performed over a three-day weekend when the customer already had a planned plant shutdown.
The replacement heat exchangers significantly improved the performance of the 13,500 SCFM (21667.5 Nm³/hr) oxidizer. Previously, the oxidizer had to be run for up to six hours to meet the necessary temperature at a fuel cost estimate of $266/per startup. After the replacement, the required process air temperature is achieved in one hour. The improved efficiency results in operating cost savings of approximately $230 per startup and up to $30,000 annually. The impact of the retrofitted heat exchangers went beyond fuel savings; the improved start-up time has reduced plant downtime and increased production. They have also improved the destruction efficiency of the oxidation system and put the company in compliance.
Anguil’s analysis detailed other cost saving suggestions for the company, including:
- Ductwork adjustments for more efficient oxidizer operation
- Heat exchanger maintenance suggestions for all four oxidizers
- Review of safety controls and upgrade recommendations
- Variable Frequency Drive for the fan on the largest oxidizer to accommodate airflow changes more efficiently
- Burner maintenance suggestions
Anguil also performed airflow analysis of all processes. This information will help the company plan and budget for future growth.
The retrofitted system is currently exceeding the regulatory requirements and providing an efficient heat source for the coating lines. The Anguil service team’s expert troubleshooting and quality turnkey solution capabilities have led to another satisfied customer.
