







 The Challenge
The Challenge
A major automotive component supplier needed to control the emissions from its paint spray process. The plant emissions had characteristics common to many paint spray plants: high air flow, low volatile organic compound (VOC) concentration and particulate. The company needed an emission control solution that had low operating costs and that could also fit in their limited space. System reliability was also a major design consideration; since the company is a synchronized delivery partner to the automobile industry, plant downtime or process delays result in expensive fines.
The Solution
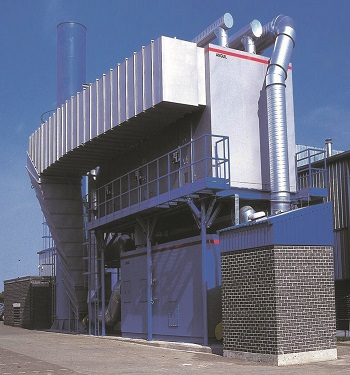
After an extensive technical evaluation of the proposed technologies and equipment manufacturers, the customer chose Anguil Environmental Systems to provide a turnkey solution for the VOC and particulate emissions. Anguil recommended an Emissions Concentrator coupled with a Thermal Oxidizer System to effectively process the 120,000 SCFM (190,000 Nm3/hr) of plant exhaust.
The Result
The cost of an emission control system is predominantly based on the volume flow rate of air that needs to be treated. Emissions from paint spray applications have historically been expensive to control because the process requires large volumes of air to maintain the quality of the painted products and to ensure acceptable indoor air quality. Anguil’s Emissions Concentrator technology makes VOC emission control cost-effective because it greatly reduces the air volume that needs to be processed by the oxidizer.
In this case, the Emissions Concentrator reduces the flow rate of process air that needs to be treated by a factor of 15, a major consideration in the capital cost of the system. The high-volume airstream from the water wash paint booths and the curing ovens is passed through the rotor concentrator wheel, where the VOCs are adsorbed in the emissions concentrator rotor, purifying the high-volume airstream. This high-volume air is then exhausted to atmosphere. The concentrator wheel rotates continuously, transporting adsorbed VOCs into a desorption section where they are desorbed into a low volume heated airstream. After being desorbed from the wheel, the air volume has been reduced from 120,000 SCFM (190,000 Nm3/hr) to about 8,000 SCFM (12,700 Nm3/hr) and the VOC concentration of the air stream is increased to about 4,500 ppmv. This low volume, high VOC-laden air is then processed by the oxidizer. By isolating and treating only the contaminated air, Anguil can provide a system with operating costs far lower than alternative emission control systems.
Innovative technologies like the Emissions Concentrator are just part of the solution Anguil provides. Anguil believes a complete solution involves careful analysis of the emission-producing process and engineering that is focused on the customer’s specific application. As always, Anguil worked closely with this customer to identify and solve their key concerns.
System reliability was the first concern for this customer. The plant is a Tier One supplier to the automotive industry and must meet very stringent delivery deadline requirements. Failure to meet a delivery schedule can result in fines of up to $30,000 a minute. One of the reasons Anguil recommended the Emissions Concentrator system is its highly reliable performance. Anguil took extra steps to integrate the system into the existing process and engineered the system with safety controls and advanced Programmable Logic Controls (PLC) for trouble-free operation.
The next design consideration was the tight space restriction. Due to several plant expansions, the facility had reached its legal minimum of parking spaces and nearby residential development meant the company could not purchase additional land. Local zoning restrictions also required the planned equipment to meet strict noise limits. Therefore, the emission control system had to be designed with the smallest possible footprint and with low noise generation. Anguil’s customer-specific engineering accommodated the unique space restrictions with a major advance in Emissions Concentrator/Oxidizer system design. A vertical arrangement that greatly reduces the unit’s space requirements gave the system a footprint that is 70% smaller than the space requirements for the Regenerative Thermal Oxidizer (RTO) proposed by several competitors. Additionally, the design incorporated several sound attenuation features to satisfy the low-level noise requirements.
Another major concern was controlling the high level of particulate in the paint spray exhaust. Particulate control was necessary to protect the concentrator rotor and to satisfy the low particulate emission limit. Anguil supplied a highly efficient filtration system designed for simple, low-cost filter replacements that can be easily changed out during scheduled maintenance.
Anguil’s solution included a complete on-time turnkey installation. The system was seamlessly integrated into the existing process and is exceeding regulatory requirements. Anguil’s combination of proven application-specific engineering and technologically advanced products has led to yet another satisfied customer.
