







Waste Gas Treatment for a Carbon Fiber Recycler
Comments Off on Waste Gas Treatment for a Carbon Fiber RecyclerTHE CHALLENGE
 A carbon fiber recycling company in China plans to launch a new project aimed at recycling waste high-performance carbon fiber and producing carbon fiber composite products. The recycled carbon fiber is utilized to produce the automotive components.
A carbon fiber recycling company in China plans to launch a new project aimed at recycling waste high-performance carbon fiber and producing carbon fiber composite products. The recycled carbon fiber is utilized to produce the automotive components.
All processes, from storage and crushing of waste carbon fibers to microwave pyrolysis product collection, must strictly adhere to the VOC emission control standards. The waste tar and other by-products generated are classified as hazardous wastes, and their storage, transportation and disposal must comply with relevant national hazardous waste regulations.
After a detailed assessment of various suppliers, the factory chose Anguil Environmental Asia (Shanghai) Ltd. to solve the problem of waste gas emissions. Anguil Asia has developed and refined their waste gas abatement technology over decades, specially applying in carbon fiber industry. They have successfully installed numbers of effective equipment in this field, earning a reputation for their reliable quality and service.
THE SOLUTION
Before equipment selection, Anguil Asia conducted an energy analysis of the on-site equipment. Based on the required removal efficiency and the exhaust gas parameters, this analysis helped to choose the best treatment technology.

For this project, the main source of waste gas is the pyrolysis stage of the recycled carbon fiber resin. The main VOC pollutants are benzene series compounds, along with carbon fiber particulate dust and tar. Considering the high VOC concentration in the waste gas and the presence of tar derived from microwave pyrolysis processing, Anguil Asia selected a TO (Thermal Oxidizer) equipped with heat exchangers, bag filter and SCR (Selective Catalytic Reduction) system.
The waste gas first enters a thermal oxidizer (TO), where it is decomposed into H₂O and CO₂ at high temperatures and released a large amount of heat. The gas then flows to heat exchangers at the TO outlet, which recover the excess heat for cyclic energy utilization. Next, the gas passes through a dust collector installed downstream of the heat exchangers to remove silicon powder from the carbon fiber precursor. Finally, it goes through a SCR to eliminate nitrogen oxides generated during combustion in the TO, the treated gas is then be clean and discharged in to the atmosphere.
The whole system has the following features to ensure that the system is stable, reliable and efficient:
1. High-Efficiency Thermal Oxidizer (TO) Design for High-Concentration Exhaust Gas: Anguil recommended a TO with an airflow rate of 600m ³ h to effectively treat high-concentration exhaust gas. The cylindrical oxidizer body has an inner cavity insulated with ceramic fiber cotton to maximize the heat efficiency and ensure safe operation. To achieve complete waste gas combustion, the selection and layout of the burners are specially considered; for variable operating conditions, the burner can adjust the fuel output in real-time according to the gas volume for energy savings and emission reduction. The oxidizer’s interior is also specially designed for easy cleaning in case of tar adhesion, ensuring long-term safe operation. Furthermore, Anguil specially designs the pipeline to prevent blockages caused by carbon fiber particles, tar, and other substances in the exhaust gas.
2. Waste Heat Recovery and Temperature Control System: To effectively utilize the waste heat from the oxidizer, a gas-gas heat exchanger is employed to preheat the fresh air, which is then mixed with waste gas in a mixing box and introduced into TO unit. Additionally, a gas-water heat exchanger is installed to cool the gas with cooling water before it is directed to the dust collector and SCR system for further processing.
3. Online Soot Blowing for Heat Exchanger: Benefiting from Anguil Asia’s mature design and extensive experience in carbon fiber industry, the heat exchanger is equipped with soot blowers for online cleaning, and ensuring continuous production.
4. Integrated Dust Removal Unit and Flexible Cleaning Control: The dust removal unit integrates three key processes: baghouse filtration, ash transfer, and packaging. The system features dual-mode “Remote/Manual” cleaning control. In automatic mode, a pulse controller manages timed cleaning cycles. The manual mode is primarily used for system startup, shutdown, and maintenance.
5. IDLE Mode for Flexible Production Scheduling Adaptation: To meet the customer’s flexible production schedule, an IDLE mode was integrated into the PLC program. When the production line is down, this mode maintains the oxidizer at a lower temperature, significantly shorten the reheating time when resume operation.
6. Fully Automatic PLC Control System: The system is equipped with a fully automatic control system centered on a PLC, which significantly reduces labor costs. The system features integrated hardware and software interlocks, ensuring precise and rapid control to effectively guarantee operational safety.
THE RESULT
Utilizing natural gas as an auxiliary fuel, this system achieves excellent performance in treating high-concentration waste gas, with a destruction efficiency of up to 99.99%. After the abatement, the VOC concentration complies with both national and local VOC emission control standards. The system has successfully met all design objectives, demonstrating its outstanding effectiveness in VOC abatement.
Multi-Staged Combustion or Selective Catalytic Reduction?
Comments Off on Multi-Staged Combustion or Selective Catalytic Reduction?The Challenge

Many industrial furnaces operate in oxygen depleted conditions, emitting high levels of ammonia, NOx, and other nitrogen-bearing compounds. This presents a significant challenge for manufacturers striving to meet air quality regulations and limit carbon output.
Emission streams that contain nitrogen bearing hazardous air pollutants (HAPs) cannot be thermally treated in a traditional oxidizer system without forming additional NOx, making adherence to an air permit difficult or impossible. In such cases, a secondary abatement device, downstream of the thermal oxidizer is required for additional NOx reduction.
Historically, the industry has relied on Selective Catalytic Reduction (SCR) systems to achieve this. The add-on technology injects ammonia or urea into the process stream before passing it through a specialized catalyst that converts the NOx into nitrogen gas (N2) and water vapor. However, this approach comes with significant operational burdens:
- The need for ammonia or urea storage, pumps, and customized control systems to maintain injection rates.
- High operating costs due to chemical consumption, catalyst maintenance, and periodic replacement.
- Fresh air must be added to dilute the inert process streams to safe levels, increasing the treatment volume and leading to condensation issues.
- Additional winterization equipment to prevent freezing in cold water climates.
It essentially requires a small chemical operation to remove the NOx and the staff to support it.
The Solution

Over the past four decades, Anguil has provided thousands of thermal and catalytic oxidizers around the world, many of which incorporated SCR technology. Recognizing the inefficiencies, engineers at Anguil came up with a better solution. The objective was to maintain very high levels of HAP removal, eliminate the catalyst and associated maintenance, prevent the need to dilute the stream making it safer to operate, and eliminate the use of add-in chemicals.
This solution was a Multi-Staged Direct Fired Thermal Oxidizer (MS-DFTO) – a groundbreaking approach that compartmentalizes the oxidation process across multiple temperature-controlled stages with varying oxygen levels, to dramatically reduce the formation of greenhouse gases.
In the MS-DFTO the nitrogen bearing HAPs are introduced into the first stage of the thermal oxidizer, the reducing zone, that operates at elevated temperatures, but without oxygen. This serves to disassociate the HAPs while not forming NOx from any nitrogen bearing compounds in the absence of oxygen. Special operational sequences ensure starved oxygen is maintained in the first stage. The high temperature, oxygen depleted gas leaving this first stage is then rapidly cooled in a second stage to near the oxidation temperature. At this cooler temperature, the gases are reintroduced to air in the third chamber where the complete combustion of compounds occurs. Design considerations are made to ensure that the temperature after oxidation does not escalate to where thermal NOx could be formed, generally above 1,800°F (982°C).
Specialized refractory insulation and highly automated controls for the various stages of the Anguil MS-DFTO minimize auxiliary natural gas consumption. Properly staging the operating conditions and temperature profile throughout the MS-DFTO will result in destruction rates of the hazardous compounds and volatile organic compounds with minimal NOx formation in a single system.
In select applications, a fourth stage of the MS-DFTO has been added to provide Selective Non-Catalytic Reduction (SNCR) as a safety factor to ensure even fewer NOx emissions. Experience has shown that these fourth SNCR stages are not necessary and rarely used even when supplied as the NOx emissions have always met permit requirements without the need for this polisher.
The Result

This staged combustor from Anguil is reshaping how industries approach greenhouse gas abatement from process furnaces. On this application, the Anguil MS-DFTO was treating 5,000 SCFM (8,025 Nm3/hr) of process air in a single abatement device with well over 99% HAP destruction and NOX emissions that were a small fraction of the allowable permit value. The equipment does not require chemical injections or active catalyst maintenance, meaning a heavily reduced operational cost relative to an SCR. Inert process streams can remain inert, meaning a safer system can be supplied that does not require upstream dilution. Treating a fraction of the air also means the upstream process ducting can be smaller, saving cost all around.
Industrial facilities continue implementing Environmental, Social, and Governance (ESG) strategies to comply with regulations, improve sustainability, and meet stakeholder expectations. This ESG initiative met those objectives and reduced equipment cost, footprint, and maintenance costs, while eliminating the carbon footprint from past chemical purchases.
Onsite Wastewater Treatment for an On Point Budget
Comments Off on Onsite Wastewater Treatment for an On Point BudgetThe Challenge
A global manufacturer of key chemical ingredients used in a wide array of products including clothing, carpeting, automobile thermoplastics, computer cases, and sporting equipment, was planning a facility relocation and expansion that presented a significant wastewater treatment challenge.
At their previous location, the manufacturer was using a perozone system to treat their cyanide-laden wastewater. However, the system as designed could not meet the rigorous discharge standards of the local Publicly Operated Treatment Works (POTW) on the order of 0.04 ppm. Further, they had abandoned the peroxide injection system to reduce the health and safety risks per a companywide mandate.
The expansion required a relocation to a new facility, but the increased production would also triple the company’s wastewater volume. If they did not find an onsite treatment solution, the hauling and disposal costs were going to dramatically increase operating expenses.
The Solution
Nailing Down the Requirements
Anguil collaborated with the client to understand their specific challenges and determine the project objectives. We gathered benchmark data at the existing facility to identify possible solutions that offer the best return on investment (ROI). Project engineers then worked with the customer to understand their decision-making criteria to evaluate only business viable treatment approaches.
In this case, the client’s priority was to eliminate hauling and disposal costs of their cyanide-laden wastewater. With the expansion at a new facility, they expected their wastewater volume to triple, as well as the corresponding disposal costs. Secondly, they wanted a fully automated system with minimal operator intervention so they could focus on producing products. Third, they wanted to minimize the storage and handling of any noxious chemicals.
Next, water samples were sent to the Anguil lab to validate the different technology considerations. Anguil typically identifies several potential treatment and process options which align with the client objectives, and after presenting these to the customer, collaboratively selects one or several to validate. Anguil proposed several oxidation schemes. The client preferred to move away from ozone and peroxide so alkaline chlorination was selected for this project. It is a well-known method with wide application to similar waste streams and is easily automated.
To validate the treatment process, the customer elected for both a bench trial as well as a scaled pilot. For the bench work, the client provided 5 gallons of wastewater collected from their existing facility. Using the required caustic and bleach treatment protocol and measuring free HCN content via the USEPA Pyridine Barbituric Acid Method (Method 10265), test samples were returned which were below the POTW limit of 0.04 ppm. Based on the bench tests results, chemical dosing requirements and costs were easily established before the system was even installed.
Bench Verification
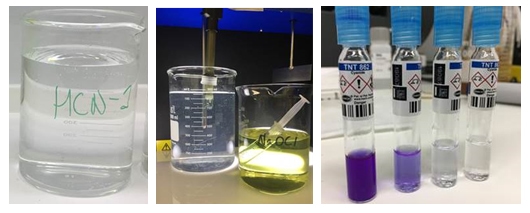
Figure 1 – As received waters from the two (2) drums of HCN wastewater marked 1 and 2 respectively. (Right) HCN wastewater post treatment.
Figure 2 – Example HCN measurements. Non-detect is shown on the right, over range on the left.
After the validation that the method would work, albeit on small sample volumes, the customer requested that Anguil perform a larger pilot study to both validate that larger batch treatments would perform similarly. For the pilot work, the client sent Anguil two (2) fifty-five-gallon drums of wastewater. Adapting an existing pilot system, the same reactions were performed at the previously determined set-points on 15- and 25-gallon batches. Again, final concentrations of HCN were below the required discharge limit. In addition to the further treatment efficacy validation, the chemical dosing requirements were used to estimate yearly operational expenses for the full-scale treatment system as well as size and design the required chemical reagent storage capacity.

Figure 3 – Appx 15 gallons of HCN wastewater before treatment (left) and after treatment (right). Again, the cloudiness is due to the formation of the precipitate.
Putting it all Together
The final step in the process is the system design, realization, and installation. Anguil put together the proposal for a fully automated batch treatment system to handle their expected treatment volumes. The proposal contained specifics on many mechanical components including the tank, pumps and mixer sized as well as the advanced automation and controls – including integration with their existing infrastructure and DCS system – to meet their requirements. Additionally, the appropriate service options for installation, installation supervision, commissioning, and training were included. After the system was installed, Anguil performed a 3-day start-up and training including verification of the system’s ability to treat the wastewater. Anguil’s Aftermarket team will be there to service and support the client as needed.
The Result
Anguil’s approach to solving a client’s wastewater problem is to take a wholistic view of the challenge with a series of go/no go steps throughout the process. Project Engineers are always focused on the customer’s business objectives in a collaborative effort to define an efficient and cost-effective trial to validate treatment approaches that align with their objectives. Through the bench and pilot testing, we offer insight gained along with a comparison of pros/cons of the treatment approaches until we get to the treatment system that aligns with the client needs.

As a system integrator with 35+ engineers and 60+ supporting personnel, we take a technology agnostic approach to help our clients get the system they want. In this case, the results from our effort:
- Client walked through a collaborate process to ensure key decision criteria and objectives were met in a timely and cost-effective manner.
- Customer was able to evaluate various oxidation treatment options that aligned with safety and cost parameters.
- Lab and pilot validation trials confirmed treatment approach and provided operational expense estimates to client as requested.
- Anguil provided a single-source system integration approach that included all engineering (Mechanical, Electrical, CAD, Project Engineering) and support services in-house to mitigate exposure to risk and deliver a fully integrated system with install, commissioning, and training support.
- The treatment approach saved the client considerable amount of money versus hauling and disposal services; providing an ROI estimated in the 14-16 month range.
- Anguil’s electrical engineering team developed the automation and controls to automate the batch-treatment process. This results in minimal human interaction and an extremely efficient process. It also proactively notifies them via text and email of system condition, need for chemical reorder, reporting and remote login capabilities.
Note: At the time of bench and pilot testing this wastewater, Anguil was engaged with a second wastewater produced by the client. We followed a similar approach and validated treatment efficacy through lab and pilot studies. The result of onsite treatment for both wastewaters offered the client an incredible cost savings with minimal impact to resources.
Styrene Emissions: Catalytic Oxidizer with Concentrator
Comments Off on Styrene Emissions: Catalytic Oxidizer with Concentrator The Challenge
The Challenge
 The Challenge
The ChallengeThe world’s largest button manufacturer needed a pollution control system that would destroy styrene emissions and odors from a variety of plant processes. The plant was proactively seeking a cost-effective air pollution control solution to preempt future regulatory action. The main concern of the customer was the high operating cost of an emission control system.
The Solution
After thorough evaluation of several possible technology solutions, the company selected an Anguil abatement device to treat their styrene emissions. Anguil recommended a uniquely efficient solution in an Emissions Concentrator coupled with a Catalytic Oxidizer. A key factor in this decision was the emission concentrator’s ability to lower the volume of air that needed treatment by achieving a 10 to 1 flow rate reduction. Anguil provided the customer with a static pilot test to prove the effectiveness of the concentrator rotor on styrene. The successful results from the static test ensured the customer’s confidence in the new application of the concentrator technology to control styrene emissions.
Three main considerations guided the design of this solution: the need for an emission control system with low operating costs, the control of the high volume, low volatile organic compound (VOC) concentration of the process air stream, and the unique characteristics of styrene.
Many of the processes that emit styrene, such as boat building and FRP production, have high air flows with low VOC and styrene concentrations. Button manufacturing presents a similar problem but on a slightly smaller scale. The plant’s airflows were approximately 15,000 SCFM (24,075 Nm3/hr) with styrene concentrations ranging from 50-200 ppmv. The customer considered a Regenerative Thermal Oxidizer (RTO) and a bio-filtration system as other possible solutions. While effective in destroying styrene, both of these would have been very expensive solutions because higher air flows result in higher costs for treatment technologies. The operating costs of the RTO and the biofilter were much higher than the chosen solution because these systems had to treat the entire 15,000 SCFM (24,075 Nm3/hr) of process air.
The Result
An emissions concentrator coupled with a catalytic oxidizer reduced the process air that needed to be treated by a factor of 10. The high volume airstream, approximately 15,000 SCFM (24,075 Nm3/hr) with 50-200 ppmv of VOC, is passed through the emissions concentrator rotor where the VOCs and styrene are adsorbed in the bed, purifying the high volume air. This high volume air is then exhausted to atmosphere. The concentrator rotor rotates continuously, transporting adsorbed VOCs into a desorption section where they are desorbed from the media with a low volume heated airstream. After being desorbed from the wheel, the air volume has been reduced from 15,000 SCFM (24,075 Nm3/hr) to about 1,500 SCFM (2,407.5 Nm3/hr) and the VOC concentration of the air stream is increased to about 500- 2000 ppmv. This low volume, high pollutant-laden air is then processed by the oxidizer. By isolating and treating the lower air volume, Anguil is able to provide a system with far lower operating costs than other emission control systems.
Anguil was able to further reduce the operating cost of the system by utilizing a catalytic oxidizer to destroy the concentrated, contaminated air stream. Anguil’s experience with styrene emissions has demonstrated the easily oxidizable nature of styrene in the presence of catalyst. Catalytic oxidation systems typically achieve greater than 99% destruction of styrene with relatively low temperature requirements. An Anguil Catalytic Recuperative Oxidizer designed for 1,500 SCFM (2,407.5 Nm3/hr) was installed to process the pollutant-laden airstream with minimal auxiliary fuel consumption.
The final design consideration was to address the unique characteristics of the styrene emissions. The customer was concerned with the possibility of styrene polymerization on the rotor and subsequent system failure. Anguil had performed extensive tests to establish that certain zeolite formulations function better than others in the presence of styrene and eliminate the possibility of polymerization. However, Anguil went to the next step in order to relieve the customer’s concerns. Working closely with one of their technology partners, Anguil ran several static (live) pilot tests to prove the effectiveness and reliability of the concentrator/oxidizer technology. This testing process convinced the customer to move ahead with the Anguil solution.
Another benefit to the customer of the concentrator/oxidizer system was low maintenance cost. The zeolite material has an expected life of 10 years under continuous operation. The easy regeneration and durability of zeolite provides considerable savings over the constant maintenance and replacement required of carbon beds. Additional maintenance savings come from the durable design of the emissions concentrator. The absorbent wheel is rotated with a simple motor and belt drive, reliable components that last at least five years and require minimal maintenance.
In order to expedite installation, Anguil assembled the entire system in its manufacturing facility, allowing for customer review and inspection prior to shipment. The system was then re-erected in the field and integrated into the customer’s process. Anguil’s combination of proven experience and technologically advanced air pollution control products have led to another satisfied customer.
Fiberglass Polymer Emissions: RTO Control Technology
Comments Off on Fiberglass Polymer Emissions: RTO Control Technology The Challenge
The Challenge
 The Challenge
The ChallengeA producer and supplier of corrosion resistant piping systems was looking to improve the reliability and lower operating expenses of an existing air pollution control system at their facility. During their manufacturing process, centrifugally cast mortar pipe systems are reinforced with a fiberglass polymer. This makes the pipe ideally suited for most corrosive piping applications but also produces a significant amount of styrene emissions that need to be destroyed. Plant personnel knew that their existing 40,000 SCFM (64,200 Nm3/hr) fixed-bed concentrator and catalytic oxidizer could not handle future expansion plans and the decision was made to look for a replacement.
The Solution
After speaking with several vendors, the Regenerative Thermal Oxidizer (RTO) was selected as the best available control technology. It not only far exceeded the 95% destruction efficiency required in their permit but also dramatically reduced operating costs. The pipe manufacturer then identified what qualifications they were looking for in a solution provider:
- Styrene Experience
- Proven Performance
- Stable Supplier
- Cost-Effective Equipment
- Turnkey Capabilities
Anguil was selected based on their ability to meet these equipment and supplier requirements.
The Result
Anguil’s engineering staff worked closely with the customer throughout the design and manufacturing processes to ensure that the system precisely met their requirements and expectations. An Anguil Model 500 RTO (50,000 SCFM, 80,250 Nm3/hr) was selected based on the process airflow concentrations, destruction rate requirements, and for its overall energy-efficient operation.
Special considerations were taken to deal with the particulate in the process stream. A 48-cartridge collector was put upstream of the oxidizer to collect fiberglass pieces that could clog the RTO. Once filtered, process gases with Volatile Organic Compound (VOC) contaminants enter the oxidizer through an inlet manifold. Dual disk poppet valves direct this gas into energy recovery chambers where the process gas is preheated, then progressively heated in the ceramic beds as they move toward the combustion chamber.
The VOCs are oxidized in the combustion chamber, releasing thermal energy in the structured ceramic media beds that are in the outlet flow direction from the combustion chamber. These outlet beds are heated and the gas is cooled so that the outlet gas temperature is only slightly higher than the process inlet temperature. Fasting acting, vertical poppet valves alternate the airflow direction into the ceramic beds to maximize energy recovery within the oxidizer. The VOC oxidation and high energy recovery within the oxidizer reduces the auxiliary fuel demands and operating costs. For example, at 95% thermal energy recovery, the outlet temperature may be only 70`F (40`C) higher than the inlet process gas temperature with an RTO. The oxidizer can reach self-sustaining operation with no auxiliary fuel usage at low concentrations.
Allen Bradley Programmable Logic Controllers (PLCs) control the automatic operation of the oxidizer from startup to shutdown, so minimal operator interface is required. These controls also provide for remote telemetry to enable the system’s operation to be viewed and altered via a modem connection to reduce maintenance costs.
The customer is achieving 98% destruction rate efficiency and the oxidizer is operating extremely efficiently at 95% thermal rate efficiency. Low operating costs and equipment reliability have resulted in another satisfied Anguil customer.
Carbon Fiber: Oven Emission Control Strategies
Comments Off on Carbon Fiber: Oven Emission Control StrategiesThe Challenge
 Carbon fiber (fibre) and composites are materials that are revolutionizing the products we use everyday by making them stronger, lighter, and more durable. However, the manufacturing process can have serious environmental ramifications and immediate danger to human health if careful consideration is not given to emission control at the production phase of these materials.
Carbon fiber (fibre) and composites are materials that are revolutionizing the products we use everyday by making them stronger, lighter, and more durable. However, the manufacturing process can have serious environmental ramifications and immediate danger to human health if careful consideration is not given to emission control at the production phase of these materials.
A carbon fiber company in the People’s Republic of China was faced with this challenge while designing a new facility and process line for their specialty fiber products. Company officials knew they would need a pollution control device that not only met the local regulations but also protected their employees and heavily populated neighborhood. The new line would include a furnace and oven with the potential to discharge significant levels of Carbon Monoxide (CO), Ammonia (NH3) and lethal amounts of Hydrogen Cyanide (HCN).
The Solution
There are two primary pollution control technologies applied downstream of the ovens and furnaces at carbon fiber processing plants. The industry has historically used dual stage, Direct-Fired Thermal Oxidizers (DFTOs) for emission control on the furnaces and Regenerative Thermal Oxidizers (RTOs) for oven exhaust treatment. Both technologies are capable of destruction removal efficiencies (DRE) over 99%, but the RTO has the advantage of very low operating costs.
When searching for an air pollution control partner, the carbon fiber processor looked for a vendor that not only had the necessary experience but also a local presence. Each producer’s fiber differs from those of its competitors, and the processing details that give each brand its signature characteristics should be considered when selecting the emission control device. The Anguil Asia teams located in both Taiwan and China demonstrated their understanding of the capture, control, and compliance hurdles that the processing plants face. Prior to equipment selection, Anguil ran an energy analysis at the facility which helped in selecting the proper technology based on destruction requirements, efficiency needs, and process parameters.
Anguil recommended a model 25,000 SCFM (40,125 Nm3/hr) RTO with several features that improved reliability, performance, and efficiency.
- The proprietary design has oversized valves, a fan, and a stack to handle the elevated temperatures coming from the process and to allow for future expansion.
- On most applications, airflow is generally pushed through an RTO, but this application was designed for an induced draft configuration. This ensures that all of the hydrogen cyanide emissions would be drawn into the oxidizer for destruction, protecting the company’s employees and neighborhood from a potentially lethal situation.
- A Supplemental Fuel Injection (SFI) system was included on the RTO for increased fuel efficiency and ultra low NOx emissions.
- The poppet valve design on the RTO operates without process interference at the oven.
The Result
Once fabricated, the Anguil RTO was installed and running in less than four weeks. It is currently achieving greater than 98% destruction removal efficiency with over 95% thermal heat recovery. The system is extremely efficient, self-sustaining at low emission loading, and requires very little supplemental fuel for destruction.
Anguil’s involvement didn’t stop at the oxidizer; they saw this emission control project as an opportunity to reduce operating costs for their customer. Ovens on a carbon fiber process can require a significant amount of natural gas to maintain temperatures from 392°F to 572°F (200°C to 300°C). A secondary heat exchanger made of 304 stainless steel was installed after the oxidizer to preheat the oxidation oven. The plate-type heat exchanger recovers 75% of the RTO exhaust, using that preheated air in lieu of ambient air for the oven. Initial estimates indicated a one year payback on the added capital equipment cost, but it actually took only 5 months.
The project resulted in an overall reduction of emissions and operating expenses for the carbon fiber company, and they are currently considering future green initiatives with Anguil.
Carbon Fiber: Furnace & Oven Emission Control
Comments Off on Carbon Fiber: Furnace & Oven Emission Control The Challenge
The Challenge
 The Challenge
The ChallengeA carbon fiber company in China was faced with the challenge of selecting an emission control system for a new pilot line at their specialty fiber products facility. The line would include furnaces and three ovens, all of which would emit Carbon Monoxide (CO), Ammonia (NH3), and lethal amounts of Hydrogen Cyanide (HCN).
The Solution
The carbon fiber processor selected Anguil Asia because of their presence in the region and specific design for this application. Before beginning the project, the Anguil team in Asia ran an energy analysis at the facility, which ensured that the proper technology would be applied based on the destruction requirements, efficiency needs, and process parameters. A Direct Fired Thermal Oxidizer (DFTO) was selected to process the furnace exhausts while a Regenerative Thermal Oxidizer (RTO) was chosen to process the oven exhausts.
To treat the higher concentration exhaust stream coming from the carbon fiber furnaces, Anguil designed a specialized multi-zone DFTO whereby the nitrogen compounds are disassociated at high temperatures in an oxygen depleted chamber. The remaining gases are quenched before moving into a secondary zone where total emission destruction efficiency is over 99% with minimal NOx generation.
The Result
The furnace exhausts typically contain tar which often causes plugging in a standard emission control device. Special design considerations were taken to reduce these maintenance concerns and improve reliability. The Anguil system introduces furnace exhaust into the DFTO with a unique inlet manifold that eliminates tar build up and plugging concerns. Anguil also provided an induced draft system for increased safety. This ensures that all of the Hydrogen Cyanide emissions would be drawn into the oxidizer for destruction, protecting the company’s employees and neighborhood from the potentially lethal gas leaking out of flanges, instruments, etc.
Because the customer’s three oxidation ovens were electrically heated, reducing the electrical consumption was a critical objective on this project. As part of the complete energy analysis done at this facility, Anguil understood that the oxidation ovens can require a significant amount of supplemental energy to maintain temperatures from 392°F to 572°F (200°C to 300°C). The customer wanted to recover as much energy as possible from the oxidizer systems to save on the electrical power used in the ovens. Keeping this in mind, Anguil proposed several secondary heat exchangers to provide the necessary preheated makeup air back to the electrically heated ovens.
 The DFTO would be exhausting at 1600°F (870°C) so Anguil incorporated three shell and tube heat recovery bundles in series, following the oxidizer. The first two stainless steel heat exchangers would be providing preheated makeup air back to Oven #2 and Oven #3. The process exhaust downstream of that system still contained usable heat, so a third shell and tube heat exchanger was incorporated to preheat the combustion air used in the DFTO. Preheating the DFTO combustion air made the destruction device itself more energy efficient and reduced the amount of supplemental natural gas required.
The DFTO would be exhausting at 1600°F (870°C) so Anguil incorporated three shell and tube heat recovery bundles in series, following the oxidizer. The first two stainless steel heat exchangers would be providing preheated makeup air back to Oven #2 and Oven #3. The process exhaust downstream of that system still contained usable heat, so a third shell and tube heat exchanger was incorporated to preheat the combustion air used in the DFTO. Preheating the DFTO combustion air made the destruction device itself more energy efficient and reduced the amount of supplemental natural gas required.
A summary of this energy recovery project is listed below:
- The shell and tube heat exchangers recover approximately 1.0 MMBTU/h (293 kW/h) to be returned as preheated air back to Oven #2 and Oven #3
- The estimated payback on the heat exchangers is less than 3 months
- The shell and tube heat exchanger to preheat combustion air to the DFTO will recover approximately 0.18 MMBTU/h (53 kW/h)
- The estimated payback on the combustion air heat exchanger is less than 7 months (based on a natural gas cost of $10.00/MMBTU and assuming 24 hour/day operation)
To treat the higher flow, lower concentration exhaust from the ovens, Anguil selected an RTO. This type of oxidizer is capable of 98-99%+ destruction efficiency with very low operating costs compared to other emission abatement technologies. With achievable thermal efficiency over 96% the RTO is capable of operating with little to no supplemental fuel use.
During operation the emission laden process gas enters the RTO through an inlet manifold to flow control poppet valves that direct this gas into energy recovery chambers to be preheated. The process gas and contaminants are progressively heated in the ceramic media beds as they move toward the combustion chamber.
Once oxidized in the combustion chamber, the hot purified air releases thermal energy as it passes through the media bed in the outlet flow direction. The outlet bed is heated and the gas is cooled so that the stack temperature is only slightly higher than the process inlet temperature. Poppet valves alternate the airflow direction into the media beds to maximize energy recovery within the oxidizer.
In keeping with the overall goal of the oxidation system to provide all of the required preheated makeup air back to the ovens, Anguil installed a secondary heat exchanger following the RTO. The plate-type heat exchanger recovers 70+% of the RTO exhaust energy. That preheated air is used in lieu of ambient air for the oven.
- The plate heat exchanger will recover approximately 0.42 MMBTU/h (123 kw/h)
- The estimated payback on the heat recovery system is less than 3 months
The project resulted in an overall reduction of emissions and operating expenses for the carbon fiber company. Even on this small pilot line operation, Anguil was able to show a substantial reduction in the overall energy requirement. Due to the success of this project, Anguil will be installing air pollution control equipment on the customer’s full scale production line. The new system will also be energy efficient, keeping with Anguil’s goal of providing air pollution control equipment today to keep our customers profitable tomorrow.