







Planning for Increased Can Capacity Pays Dividends
Comments Off on Planning for Increased Can Capacity Pays DividendsThe Challenge
A US-based can manufacturer recently upgraded their regenerative thermal oxidizer (RTO) in order to increase the maximum flow to the unit. The original oxidizer was designed and installed by Anguil back in 2015, with the intent to eventually upgrade. Anguil was able to successfully retrofit the equipment while overcoming the challenges that ensued. Through calculations and cost comparisons provided by Anguil, the customer was able to make practical, cost-effective, and environmentally friendly decisions to meet their specific needs.
 Though the company has several Anguil units across the country, the retrofit was performed on an oxidizer with an upstream dust collector at a plant in the Midwest. An Anguil RTO can capture and destroy over 99% of the volatile organic compounds (VOCs) and hazardous air pollutants (HAPs) emitted from the ovens and driers that are often used in can-making, coil coating, or metal painting. Emission destruction is achieved through the process of high-temperature thermal oxidation, converting the pollutants to carbon dioxide and water vapor while reusing the thermal energy generated to reduce operating costs.
Though the company has several Anguil units across the country, the retrofit was performed on an oxidizer with an upstream dust collector at a plant in the Midwest. An Anguil RTO can capture and destroy over 99% of the volatile organic compounds (VOCs) and hazardous air pollutants (HAPs) emitted from the ovens and driers that are often used in can-making, coil coating, or metal painting. Emission destruction is achieved through the process of high-temperature thermal oxidation, converting the pollutants to carbon dioxide and water vapor while reusing the thermal energy generated to reduce operating costs.
“The plant had always planned to add additional lines so there was capacity built into the oxidizer and dust collector,” said Charlie Fields, an aftermarket application engineer at Anguil. The additional coating line the customer wished to add would send a total of 41,500 standard cubic feet per minute (SCFM) to the equipment, an increase of over 20,000 SCFM. Though the equipment was oversized initially to accommodate added flow, “the new production line would have exceeded the capacity of the RTO,” Fields continued.
The Solution
To solve the issue, Anguil proposed multiple options to the can manufacturer. The first option was to install an additional, smaller oxidizer to handle the additional flow. However, this would have been costly to purchase and operate, as the plant would have had two different-sized RTOs. Furthermore, there was no available space to install a second RTO. The second option was to install a new, larger oxidizer to handle the total flow. However, removing an existing, working oxidizer and decommissioning it would be very expensive, along with the cost of buying and installing a much larger oxidizer. This option would have also presented production challenges as many can making plants cannot run without abatement systems in place. After collaboration between Anguil and the can maker, they decided on a third option.

The Result
The chosen solution was to install a concentrator wheel to concentrate the cool air streams to allow for more capacity in the RTO. The selected 15,000 SCFM concentrator wheel concentrates the flow from an existing dust collector and sends 1,500 SCFM of VOC-laden air to the RTO inlet. This ensures that all the lines can be used simultaneously. “We decided to run all the cool streams through the wheel to concentrate them and provide additional capacity now and in the future,” Fields said. “All the hot sources were run directly to the RTO.” The operating costs of this RTO/concentrator system were much lower than those of the other proposed systems: small/large RTO system and 1 large RTO system.
Once the retrofit decision was made, Anguil provided a turnkey project that included design, engineering, equipment selection, fabrication, installation, and startup services. With the purchase of an Anguil installation, the can manufacturer received a field service team to provide support and get the project finished and the equipment online.
Solutions for Coating VOC & HAP Abatement
Comments Off on Solutions for Coating VOC & HAP AbatementThe Challenge
Our planet is getting warmer. At what rate it is occurring or how much human activity has to do with the increasing temperatures is a heated debate. One thing we do know for sure is that Carbon Dioxide (CO2) is a contributing factor in global warming and humans are responsible for a large portion of these emissions. These days, many individuals and businesses alike are trying to reduce their environmental impact and GHG (Green House Gas) emissions. What the average person does not realize is that they have two types of footprints, a primary and secondary. The primary footprint is a measure of our direct emissions of CO2 from the burning of fossil fuels including domestic energy consumption and transportation, e.g. car and plane. The secondary footprint is a measure of indirect CO2 emissions from the whole lifecycle of products we use, those associated with their manufacturing and eventual breakdown. To put it simply: the more we buy, the more emissions will be caused on our behalf.
The Solution
Thankfully companies like Corus, a subsidiary of Tata Steel, are doing their part to reduce the world’s secondary footprint by improving the energy efficiency of their manufacturing processes. Corus is Europe’s second largest steel producer and comprises three operating divisions: Strip Products, Long Products, and Distribution and Building Systems. Corus Colors as part of the Strip Products Division is an international business manufacturing pre-finished steel for the building envelope, domestic appliances and manufactured goods markets.
 Corus Colors Shotton Works, located at Deeside, North Wales, produces organic paint coated prefinished steel principally for cladding, composite walling and roofing applications within the building and construction sector both in the UK and overseas. There are two manufacturing processes at Shotton Works for coating steel strips with paint. They use a series of driven roller coaters and industrial curing ovens, controlled within a continuous process line, that are capable of applying protective and decorative high quality finishes to the galvanized flat steel strip substrate. The No1 Colorcoat Line process is capable of coating strip widths up to 1400mm with a thickness up to 1.6mm, giving a weekly throughput capability of up to 4000 tonnes subject to product type and dimensions.
Corus Colors Shotton Works, located at Deeside, North Wales, produces organic paint coated prefinished steel principally for cladding, composite walling and roofing applications within the building and construction sector both in the UK and overseas. There are two manufacturing processes at Shotton Works for coating steel strips with paint. They use a series of driven roller coaters and industrial curing ovens, controlled within a continuous process line, that are capable of applying protective and decorative high quality finishes to the galvanized flat steel strip substrate. The No1 Colorcoat Line process is capable of coating strip widths up to 1400mm with a thickness up to 1.6mm, giving a weekly throughput capability of up to 4000 tonnes subject to product type and dimensions.
This manufacturing process requires large amounts of natural gas to ensure proper application and fast curing time in the ovens, which, in turn generates a substantial amount of CO2 and NOX (Nitrous Oxides). In addition to these emissions, the solvent-based coatings release HAPs (Hazardous Air Pollutants) and VOCs (Volatile Organic Compounds) during the drying process that need to be treated by an air pollution control device such as an oxidiser. New oxidiser systems are capable of destroying over 99% of the HAPs and VOCs through the process of high temperature destruction with very little fuel consumption. However older technologies can be a source of CO2 and NOX as well as the requirement for high maintenance and large operating expenditures.
The Result
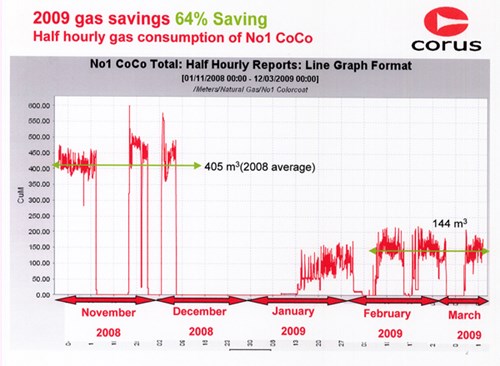 Pollution control initiatives are nothing new to Corus, the company has been monitoring and controlling their oven emissions at the Shotton Works, North Wales facility, since the 1970’s. Their first oxidiser/incinerator was installed on the paint coating processes for abating exhaust gases and solvents. Even then, the company was thinking green by utilizing waste heat from these older oxidisers/incinerators to preheat the ovens and to supply their manufacturing facility with additional process steam. However, as environmental regulations tightened, energy prices increased and new technologies emerged, the company decided to re-evaluate their entire system as part of their manufacturing efficiency improvements as well as the wider Corporate Responsibility Program for energy usage reduction. The objective was to reduce the gas consumption by at least 45% and increase processing speeds on certain products but they quickly realised another benefit to their sustainable energy plans…a much smaller carbon footprint.
Pollution control initiatives are nothing new to Corus, the company has been monitoring and controlling their oven emissions at the Shotton Works, North Wales facility, since the 1970’s. Their first oxidiser/incinerator was installed on the paint coating processes for abating exhaust gases and solvents. Even then, the company was thinking green by utilizing waste heat from these older oxidisers/incinerators to preheat the ovens and to supply their manufacturing facility with additional process steam. However, as environmental regulations tightened, energy prices increased and new technologies emerged, the company decided to re-evaluate their entire system as part of their manufacturing efficiency improvements as well as the wider Corporate Responsibility Program for energy usage reduction. The objective was to reduce the gas consumption by at least 45% and increase processing speeds on certain products but they quickly realised another benefit to their sustainable energy plans…a much smaller carbon footprint.
Looking for a sustainable energy solution, they turned to Spooner Industries in the United Kingdom who have worked closely with Corus on a number of projects over the past 30 years. Oven technology and safety regulations had changed dramatically since the line was first installed, but Spooner was able to successfully complete several upgrades that brought the system up to current standards and increased its flexibility.
- Each zone was retrofitted with a special low NOX burner to reduce emissions.
- Variable frequency drives or inverters on every oven fan were incorporated into the control system to make each section more efficient and reduce electrical consumption.
- The ductwork was changed to bring hot air into the system quickly, reducing maintenance issues.
- New thermocouples (temperature measurement), pressure transmitters, pressure switches and flow measurement systems were installed in the ovens to bring the equipment up to today’s technology standards, allowing for remote monitoring and fine-tuning.
- A new computer controlled system was integrated with the SCADA (System Control and Data Acquisition) program. The proper PLC (Programmable Logic Controller) allows the central Corus system to communicate with the ovens so they can be set up for different production runs, eliminating errors and decreasing setup time.
The oven alterations brought this production line from the least efficient in the Corus group to the most, meeting one of the two objectives for the company. While some of these improvements reduced the company’s environmental footprint and gas consumption, the increased throughput would further complicate their environmental responsibilities. Two existing, inefficient oxidisers for the Prime and Finish Ovens were being used to control VOC and HAP emissions at the North Wales facility. To achieve proper destruction the systems required large amounts of natural gas which affected operating expenses and contributed to CO2 and NOX emissions. Furthermore, breakdowns and maintenance problems were not only costing the company money to repair but also revenue in lost production. Because the oven and oxidiser are so vital to each other, Corus wanted a solution provider with experience and knowledge on both. In addition, they were looking for a system with low operating costs and heat recovery capabilities that could achieve 99.5% DRE (Destruction Removal Efficiency) which was well above their permit requirements.
Spooner, having recently partnered with Anguil Environmental Systems in The United States to fabricate and install their oxidiser designs on applications throughout Europe, was confident that it could be done. After consulting with the engineers at both Spooner Industries and Anguil Environmental Systems, Corus made the decision to replace their multiple air pollution control systems with one, RTO (Regenerative Thermal Oxidiser) from Spooner Anguil. It would give them the desired efficiency and single-source solution they were looking for. The system has the following features and benefits:
- The oxidiser is a 3-chamber design that processes 83,000 Nm3/hr (55,000 SCFM) of air, achieving 99%+ DRE without visible emissions and 85%+ heat recovery for energy-efficient operation.
- The RTO self-sustains at low solvent-loading conditions, meaning that once the oxidiser is at operating temperature and receiving process airflow it requires no additional fuel for emission destruction, releasing very little CO2 and NOX.
- A secondary heat exchanger sends waste heat directly back to the ovens, reducing the amount of natural gas required for product curing.
- Stainless-steel components throughout the system prevent corrosion and allow for high temperature process streams.
- A hot-gas bypass on the RTO is used during high loading situations to avoid overheating the oxidiser.
- An intelligent bake-out feature cleans the RTO of condensable organics without internal fires or safety concerns.
- The control panel has a large operator screen with a built-in maintenance manual and troubleshooting guide which makes for ease of use.
- Corus has made a significant investment for the new equipment, upgrades and implementation of this energy reduction project. It has dropped their cost, per ton of steel produced, considerably and they estimate the payback will be less than one year.
The reduction in carbon emissions and energy consumption from this facility is dramatic. Their gas usage has dropped by more than 60%, an average reduction of 522 m³/hr (or 5742 kW) per hour – saving over £1million a year. At 181 grams of CO2 produced per KWH used, Corus is preventing 1 tonne of carbon from reaching our atmosphere each hour, nearly 8,000 tonnes per year.
With innovation and continuous improvement at the heart of its business, the company is already planning for similar modifications at other Corus plants. A spokesperson from Corus commented: “We are committed to minimizing the environmental impact of our operations and our products through the adoption of sustainable practices and continuous improvement in environmental performance.”
Single Source For Success
Comments Off on Single Source For SuccessThe Challenge
A packaging company who had traditionally manufactured steel cans decided to diversify by adding aluminum aerosol cans to their product portfolio. Due to the extensive project scope and a significant capital investment in new equipment including air and water pollution control, the packager stipulated that the successful vendor had to single source the entire project. Since the can making equipment manufacturer who ultimately won the project was not an expert in air and water treatment, they in turn searched for a partner with the ability to single source all pollution control aspects. Anguil, a single source air and water treatment system provider, was selected to be that partner.
The Solution
NAILING DOWN THE REQUIREMENTS
The aluminum can making process requires water to remove oils and post-forming debris as well as chemical surface conditioning of the cans to prep for coating. To accomplish cleaning and conditioning, the cans are passed through a large multi-stage washer, which  requires clean, consistent input water. Concurrently, the dirty rinse water needs to be pretreated before it can be discharged to the local Publicly Operated Treatment Works (POTW). Since this was a new line for the equipment manufacturer, Anguil assisted the manufacturer with developing specifications for:
requires clean, consistent input water. Concurrently, the dirty rinse water needs to be pretreated before it can be discharged to the local Publicly Operated Treatment Works (POTW). Since this was a new line for the equipment manufacturer, Anguil assisted the manufacturer with developing specifications for:
- Input water quality (conductivity < 10 micro Siemens)
- Average input flow (30 GPM)
- Required washer input pressure
- The need for a “fast fill” mode to quickly refill the washer after maintenance activities
- The requirement for maximal equipment up time
With customer input, Anguil selected a dual train Reverse Osmosis (RO) system to meet the washer’s influent requirements.
On the wastewater side, where the exact water chemistry was unknown, Anguil again worked with the can manufacturer to determine an expected range of water contaminants to select candidate treatment technologies which could handle the variable chemistry. Expecting a pH of 2-5, high TSS loading, significant amounts of sulfuric and hydrofluoric acids, oils and greases as well as possible surfactants, Anguil proposed a form of enhanced clarification called Ballasted Flocculation (BF). With a BF system, the pH could be adjusted as needed, fluoride and other metals precipitated, and oils broken out of suspension chemically using caustic addition, coagulants and polymers. With the addition of sand to flocculated species, the settling rate increases dramatically, leading to a smaller overall equipment footprint, important since this wastewater treatment system was to be housed inside the production facility. Extra space was left in the system design to allow the addition of water polishing equipment if after start-up, it was deemed necessary.
Because Anguil is an air and water treatment supplier, Anguil was able to evaluate solutions for both treatment needs, ultimately proposing a solution that did not require air pollution control equipment. Again, this fits into Anguil being a technology agnostic solution provider always on the look-out for the customer’s bottom line.
PUTTING IT ALL TOGETHER
After determining the flow and treatment requirements for the Process Water Conditioning System (PWCS) and the Wastewater Treatment System (WWTS), Anguil proceeded to determine the required logistics equipment and controls to operate both systems in automatic mode with the least operator involvement possible.
For example, inlet water buffer and RO permeate storage tanks were selected to supply some onsite storage, ensuring back-up capacity should the city water supply fail and to provide constant, even flow to the varying washer demands. Non-metallic AODD pumps were selected to lift and convey the high solids content and corrosive waste water to the treatment system. An equalization tank and an emergency dump tank were included to buffer flow through the WWTS while providing emergency capacity if the washer needed to be dumped for maintenance reasons, and to collect additional waste water sources from sludge dewatering and secondary containment floor sumps.
In addition to the mechanical components of both the PWCS and WWTS, Anguil’s control engineers worked to integrate both the larger sub-systems (RO, ballasted floc, Rotary Vacuum Drum) into the treatment plant. More importantly, they also worked directly with the canning equipment manufacturer to seamlessly integrate the disparate washer/water treatment systems to minimize production downtime and product loss in the event of failures with the PWCS, washer system or the WWTS.
GETTING THE SYSTEM UP AND RUNNING
After obtaining customer approval of the system design, Anguil ordered the long lead-time items, namely the tanks and large third-party vendor skids. Once these items were on order, Anguil coordinated the purchase and delivery of all the parts (pumps, valves, instrumentation, etc) to be shipped loose for field installation or to be assembled on Anguil pump skids.
Since the canning equipment manufacturer had already obtained the services of installation contractors, Anguil was not engaged for a turn-key installation. However, based on our installation experience with similar systems, Anguil received, labeled each part with its PID drawing tag number, and then “kitted” all the parts into boxes to aid the installation process. For example, all the instruments, valves and piping fittings associated with a given storage tank or sub-assembly were placed in their own box. Kitting parts in this way acted as a quality control step, ensuring the correct parts and amounts were delivered, and greatly assisted the install crew as they knew exactly where and how many parts to install on each tank.
Even though Anguil was not asked to perform installation work, Anguil was hired to provide an install supervisor to interface with contractors, provide guidance where necessary, troubleshoot issues, expedite defective part replacement, communicate the project schedule and handle changing project requirements. One direct benefit of Anguil’s install supervision was the ability to respond rapidly to changing site conditions and requirements. For example, prior to processing cans, the washer system required a “passivation” step consisting of treating the washer interior with caustic and acidic waters. This requirement was not originally intended to be included in Anguil’s scope in any way. However, to assist the customer, Anguil reorganized the installation effort to enable the RO system to be run in manual mode to feed the washer and the wastewater treatment system to be run in manual mode to allow discharge and pH neutralization of the passivation water.
Special site supervision and controls workarounds were required since the equipment had not been fully commissioned and installed at the time passivation was to occur. However, Anguil’s ability to accommodate the project needs saved the customer $100,000s in disposal and transport costs of the passivation water. After can making equipment was brought online, Anguil brought in their commissioning crew to ensure that the control program was operating correctly – especially with communications between the PWCS, WWTS and washer system. This included confirming that chemical protocol was validated and optimized and ensuring that any issues discovered during the initial start-up and shake-down were addressed quickly and efficiently. Ultimately, after training the site personnel on the system operation, troubleshooting of general issues and becoming familiar with system operation, both the PWCS and WWTS were able to support the washer’s input and waste water needs with minimal operator involvement and get the packager back to what they do best—making cans.
The Result
- Anguil was able to walk the customer through a collaborative treatment technology selection process resulting in systems (waste and process) that the customer was comfortable with and had high confidence would meet the desired treatment efficacy.
- Anguil’s approach of sticking to our core competency of engineering and integration led to the selection of technologies and vendors which resulted in a successful water treatment system.
- Anguil’s single source approach enabled streamlined communication when problems arouse. Instead of the customer calling multiple vendors, trying to figure out who owned the problem, they would call Anguil and Anguil led the charge as necessary. One call did it all.
- Anguil’s ability to provide both air and water treatment solutions allowed our engineering experts to explore all possible solutions and design the best fit treatment train — which ultimately removed the need for air pollution control—and lowered the total cost of ownership of the treatment system.
- Even though the customer had already contracted with installation contractors for this project, Anguil’s experience with turn-key installations made it apparent that the logistics of kitting equipment was necessary to ensure project success—all conducted within the original contract price.
- Because of the amount of pre-work done scoping the customer’s needs for both the PWCS and WWTS, no change orders were issued to complete the work—except for those items requested by the customer at a later date.
- Anguil’s customer-focused philosophy enabled us to maintain a flexible schedule to accommodate rapidly changing site demands without significant added costs to the customer.
Waste Heat Generates Steam and Savings
Comments Off on Waste Heat Generates Steam and Savings The Challenge
The Challenge
 The Challenge
The ChallengeA coil coating facility purchased a new 15,000 SCFM (24,075 Nm3/hr) Regenerative Thermal Oxidizer (RTO), which had a nominal heat transfer efficiency rate of 90% thermal energy recovery. It was designed with supplemental fuel injection (SFI), which is used during low VOC loading conditions to help save fuel cost. The facility was looking for additional ways to decrease their exhaust air temperature and reduce operating costs.
The Solution
The high exhaust temperature (above 650°F) and large airflow (12,650 SCFM, 20,303 Nm3/hr) in the oxidizer exhaust stack provided the customer an opportunity to add energy recovery measures to further optimize their process and decrease their operating expenses. Because their process required a significant amount of steam, it would likely provide the quickest payback for an energy recovery project.
The Result
Anguil Environmental installed an air-to-steam waste heat recovery boiler to recover exhaust waste heat from the natural gas fired thermal oxidizer and produce 25 psig of steam. The boilers use X-ID tubing for enhanced heat transfer through the helical ribs on the inside of the tubes.
The waste heat boiler package is a skid-mounted unit, with forced circulation, fire tube, and heat recovery steam generator. The unit has automatic, modulating, exhaust gas bypass that is controlled by steam pressure. A boiler feedwater and blowdown separator was included as part of the package.
Installing the waste heat boiler system recovered about 2.58 MM BTU/hr of energy, lowering the stack temperature to 338°F. The addition of the waste heat boiler on this application saved the facility $216,770 per year. The total payback period for this project was less than six (6) months.
RTO Handles High VOC Loading at Silgan Containers
Comments Off on RTO Handles High VOC Loading at Silgan Containers The Challenge
The Challenge
 The Challenge
The ChallengeRegeneration Game – Originally printed in The Canmaker Magazine – Sayers Publishing Group
As the first generation of oxidizer systems in the industry nears the end of their service life, many canmaking plants face repair or replacement of their existing air pollution control systems. Like many others in the industry, a Silgan canmaking plant in the Midwest had been using a thermal recuperative oxidizer with direct heat recovery for control of emissions from its sheet coating lines. After more than a decade of service, the oxidizer was reaching a point that repairs would be needed in order to continue to meet strict compliance limits so Silgan began looking for an effective, efficient solution.
The Solution
Historically, thermal recuperative oxidizers with direct heat recovery have been a popular choice in canmaking facilities – especially those with oven zones operating above 350 deg F (177 deg C).
In the past, thermal recuperative oxidizers had a capital cost advantage over regenerative thermal oxidizers (RTOs) and boasted much more flexible Volatile Organic Compounds (VOC) loading limitations. Their one drawback has always been in supplemental fuel usage. Thermal recuperative oxidizers top out at 70 percent internal heat recovery, whereas RTOs are able to achieve more than 95 percent.
For canmakers, this drawback was minimized with the use of additional heat recovery. Hot, purified air from the oxidizer is routed directly back to the oven zones and not lost to the atmosphere. This has reduced the operating cost ‘penalty’ of the thermal recuperative oxidizer and – in the past – has swung the balance toward specifying that system for VOC loads above ten percent Lower Explosive Limit (LEL) almost exclusively.
So exclusively that, when hearing that Anguil Environmental Systems had recommended an RTO for its Midwest coating facility, Silgan responded almost incredulously: “They recommended what? This is clearly not an RTO application.”
Given the technologies offered when Silgan made its initial selection of a thermal recuperative oxidizer, this was an understandable response. It also served as an ideal framework to study what has changed in oxidizer design over the past decade to reverse such a drastic initial response:
- Thermal recuperative oxidizers no longer have capital cost advantage
- With hot gas bypass and feed forward technology, RTOs are now specified in situations up to 25 percent LEL
- With fuel costs being unstable and still on the rise, every heat recovery percentage points counts
- New requirements for VOC capture plus destruction have marginalized direct heat recovery and increased the operating cost gap between thermal recups and RTOs.
Silgan’s existing thermal recuperative oxidizer was designed based on volume of airflow, organic vapor concentrations and desired destruction efficiency. During operation, VOC-laden air is drawn into the system fan and is discharged into a heat exchanger. The air is preheated through the tube side of the heat exchanger and then passes the burner, where the contaminated air is raised to the thermal oxidation temperature (1,200-1,800 deg F / 650-1,000 deg C). When the VOC-laden air is raised to the thermal oxidation temperature for the specified residence time (0.5-2.0 seconds), an exothermic reaction takes place. The VOCs in the air stream are converted to carbon dioxide and water vapor. The hot, purified air then passes on the shell side of the heat exchanger where the energy released by the reaction is used to preheat the incoming solvent laden air reducing the system’s fuel consumption. Finally, the contaminant-free air is exhausted into the atmosphere.
A weakness in all thermal recuperative oxidizer designs is that the steel in the heat exchanger is exposed to high burner chamber temperatures (typically up to 1600 deg F / 871 deg C). The system at Silgan had a history of requiring ongoing maintenance in this area, which had been driving up cost and impacting throughput. The engineering team at Silgan needed to fix the aging system, replace it with an equivalent, or look for alternative equipment.
After evaluating several options, the RTO selection was based on the capital cost advantage and operating cost savings. It would be a custom-built abatement system designed specifically for this application with high loadings and concentrations. Anguil would design, manufacture and install a 40,000 SCFM (64,200 Nm3/hr) RTO with heat recovery, hot gas bypass and oven purge system.
The Result
Silgan’s new RTO operates as follows:
The solvent laden process gas enters the oxidizer through an inlet manifold. Flow control, poppet valves direct this gas into one of two energy recovery chambers where the process gas is preheated. The process gas and contaminants are progressively heated in the inlet ceramic bed as they move toward the combustion chamber.
The VOCs are oxidized in the combustion chamber, releasing thermal energy in the ceramic bed that is in the outlet flow direction from the combustion chamber. The outlet ceramic bed is heated and the gas is cooled so that the outlet gas temperature is only slightly higher than the process inlet temperature. Flow control, poppet valves routinely alternate the airflow direction into the ceramic beds to maximize energy recovery within the oxidizer. The VOC oxidation and high energy recovery within these oxidizers reduces the auxiliary fuel requirement and saves operating cost. For example, at 95 percent thermal energy recovery, the outlet temperature may be only 70 deg F (40 deg F) higher than the inlet process gas temperature with an RTO. The oxidizer can reach self-sustaining operation with no auxiliary fuel usage at typical operating concentrations. The process emissions at the Silgan facility as well as the temperature of the oven zones presented some challenges, as well as opportunities.
With process LEL levels as high as 14 percent there was a concern over high temperature in the RTO. A hot side bypass valve was provided to allow excess RTO reaction chamber heat to be vented directly into the exhaust or the back to the oven inlet manifold during periods when the inlet VOC loading provides more heat than is necessary to maintain the set point temperature. This primary heat recovery saves thousands of dollars in operating costs because the ovens require much less fuel to reach the desired temperature. With the Anguil design there is no loss of residence time at temperature, ensuring destruction and eliminating the concern of overheating the unit. VOC destruction efficiency is guaranteed whether the bypass is open or not.
Silgan is also investigating another energy reduction strategy by using a secondary heat exchanger to recover additional heat from the RTO exhaust stack. Initial estimates show that an extra 6.5 million btu/hr can be recovered by utilizing a heat exchanger in the oxidizer stack. Fresh air (at an average outdoor temperature of 46 deg F / 8 deg C) passes through a single pass 50 percent effective heat exchanger and is heated up to approximately 350 deg F (177 deg C). This recovered heat can be used for processes or comfort heat during the winter months, which could translate into significant savings.
The RTO is also equipped with a high temperature bake-out system, very similar to the self-cleaning option in an oven. This feature removes organic build-up on the cold face of the heat exchange media. In the bake-out mode, the RTO is taken off-line from the process. At a reduced airflow, the outlet temperature is allowed to reach an elevated temperature before the flow direction is switched. This hot air vaporizes organic particulate, essentially clearing the media bed of any obstruction. The flow direction is then switched and the opposite cold face is cleaned. Standard bake-out occurs at 650 deg F (343 deg C), stainless steel media supports and poppet valves were used on the Silgan system that allowed bake-out temperatures to reach 800 deg F (427 deg C), ensuring a more complete cleaning. Scheduled RTO bake-outs reduce the pressure drop across the heat recovery beds. Therefore, Anguil included the transmitters necessary to monitor media bed pressure drop and provide both continuous recording of this data as well as an indication to the operators when a bake-out is recommended.
Dan Gallo, Silgan’s area manager of manufacturing, was pleased with the outcome. “We selected Anguil because of its technical excellence and commitment to service,” he said. “Not only has the company been able to troubleshoot its own equipment, but Anguil has also provided operating solutions for oxidizers made by other manufacturers. We are pleased with their dedication to excellence and are happy to have Anguil as a business partner.”
* Mike Scholz is a senior application engineer at Anguil Environmental Systems.
Canmaker Achieves Cost-Effective Compliance
Comments Off on Canmaker Achieves Cost-Effective ComplianceThe Challenge
 The Challenge
The ChallengeJL Clark, headquartered in Rockford, Illinois, is no ordinary packager. The company, which celebrated its 115 year anniversary in 2019, is recognized around the world for its award winning metal lithography and exact graphic reproduction.
Also recognized as a long-time positive corporate influence in the community, the management of the company was naturally concerned about the need to comply with US EPA regulations specific to air quality, specifically Volatile Organic Compound (VOC) and Hazardous Air Pollutant (HAP, or air toxics) control. With legislation looming on the horizon, in early 2003 the company began a thorough review of the pending EPA requirements and a corresponding search for a company that could provide a system that would exceed the minimum requirements and do so as cost-effectively as possible.
This was not the first time that JL Clark had taken steps to control their emissions. Years earlier, the company had installed several recuperative thermal oxidizer (RTO) systems that had satisfied earlier requirements but had, over the years, become outdated and was a significant drain on the plant’s operations budget. Costs to operate the systems had become a major component of Clark’s annual fuel usage.
The Solution
After an exhaustive search and thorough review of various proposals, JL Clark selected Anguil to partner with them to meet their emission requirements and at the same time reduce their operational costs. After a kick-off meeting, all parameters were established and agreed upon and work was begun.
The Anguil solution included a 50,000 SCFM (80,250 Nm3/hr) Regenerative Thermal Oxidizer (RTO) to control the emissions and a Permanent Total Enclosure (PTE) to capture the emissions from the plant’s six presses. The selection of the RTO technology was important because it guaranteed the requirement of at least 98% destruction of the VOCs but also because it was seen as an effective way to reduce overall plant operation costs because of its inherent lower operating costs compared with the current VOC control devices.
HOW THE REGENERATIVE THERMAL OXIDIZER WORKS
The Anguil Regenerative Thermal Oxidizer (RTO) destroys air toxics and VOCs that are discharged in industrial process exhausts. The Anguil system achieves VOC destruction through the process of high temperature thermal oxidation, converting the VOCs to carbon dioxide and water vapor, recycling released energy to reduce operating costs.
Process gas with VOC contaminants enters the two chamber RTO through an inlet manifold. A flow control valve directs this gas into an energy recovery chamber which preheats the process stream. The process gas and contaminants are progressively heated in the stoneware bed as they move toward the combustion chamber.
The VOCs are then oxidized, releasing energy in the second stoneware bed, thereby reducing any auxiliary fuel requirement. The stoneware bed is heated and the gas is cooled so that the outlet gas temperature is only slightly higher than the inlet temperature. The flow control valve switches and alternates the stoneware beds so each is in inlet and outlet mode. If the process gas contains enough VOCs, the energy released from their combustion allows self-sustained operation. For example, at 95% thermal energy recovery, the outlet temperature may be only 77° F (25° C) higher than the inlet process gas temperature. PLC-based electronics automatically control all aspects of the RTO operation from start-up to shutdown so that minimal operator interface is required.
THE IMPORTANCE OF THE PERMANENT TOTAL ENCLOSURE
PTEs contribute significantly to the reduction in VOCs released to atmosphere. VOC reduction by a pollution control device only can affect the VOCs delivered to this device. There can still be significant fugitive emissions from the processes which need to be accounted for. For example, older processes with capture efficiencies of 70-85% can result in sufficient emissions that can cause the facility to reach a facility emission cap even with pollution control equipment installed. The installation of a PTE can allow the facility to capture 100% of those process emissions if certain criteria are reached with the PTE design and installation. This high capture rate, along with high VOC destruction rates of new or modified equipment, will significantly decrease the overall emissions from a facility. This reduction can allow for additional expansion of production equipment emitting VOCs without reaching the facility emission limit. The PTE installation can effectively allow for additional production capacity.
In 1990, the EPA issued a capture efficiency guideline which would allow the user the legal presumption of 100% capture efficiency of VOCs without the requirement for formal capture testing. Specifically, the following description applies:
If a source is located inside a “total enclosure” and all emissions are directed to a control device, the requirement to measure the efficiency of capture is waived and presumed 100%. By definition then, a “total enclosure” precludes fugitive emissions. Such an enclosure can be described as a structure that completely surrounds or enshrouds an affected facility such that all VOC emissions are contained and directed through an exhaust stack or into an oven.
THE REGULATION
On November 13, 2003 the US EPA issued a final rule promulgating national emission standards for hazardous air pollutants (NESHAP) for metal can surface coating operations located at major sources of hazardous air pollutants (HAP). These standards (5700 liters/1,500 gallons of coatings per year) dictate that plants affected by this derivative of the Clean Air Act must meet HAP emissions standards reflecting the application of the Maximum Achievable Control Technology (MACT). The standards outline various control requirements based on usage of affected compounds but also provide for emission reduction via a capture system in conjunction with the pollution control device.
The Result
JL Clark’s forward thinking and alliance with Anguil produced a capture system and pollution control device that not only meets the since-enacted EPA requirements but exceeds them. The PTE has proven effective at capturing the emissions from the wet-end coating operations of the process lines-that exhaust is combined with the exhaust from the ovens at the inlet of the RTO. This results in 100% capture efficiency of the VOC/HAP emissions assuring capture efficiency requirements and eventual destruction. The high-efficiency RTO itself has proven to be similarly effective, achieving destruction efficiency in excess of 99% while exceeding all fuel usage reduction objectives! The combined capture and destruction efficiency has therefore exceeded 99% for the facility, minimizing the overall VOC/HAP emissions from the facility and allowing the facility to meet their emissions cap.
The result is a partnership that further enhances JL Clark’s reputation as an industry and community leader and provides Anguil with yet another satisfied customer, one of almost 1,500 around the world.