







Meeting the Challenge of EV Battery Recycling: An Innovative Solution
Comments Off on Meeting the Challenge of EV Battery Recycling: An Innovative SolutionThe Challenge
As the lithium-ion battery industry grows rapidly, old technology is being replaced with new. Furthermore, the lithium-ion batteries powering electric vehicles (EV’s) will not last forever. Due to degradation, the typical lifespan of an EV car battery is 10-20 years or between 100,000 and 200,000 miles. So, what happens to these batteries when they’ve reached the end of their life?
EV Battery Recycling is a growing market in the US, especially as more batteries will reach the end of life in the coming years. 11.3 Gigawatt hours (GWh) of EV batteries reached the end of life in 2022, with that number projected to rise to 138 GWh in 2030. With the current shortage of domestically supplied battery critical materials, recycling is even more important to provide additional supply sources. One US-based battery recycler is looking to build new facilities and expand their current ones but needed the expertise of Anguil Environmental Systems to ensure a sustainable process.
This company recycles household, industrial, and EV batteries, which all have similar recycling processes. First the batteries are disassembled into smaller units, which are then mechanically separated to recover components. Afterwards, hydrometallurgical treatment recovers the metals and plastics of lithium batteries to be reused in new products. Several steps of this process produce exhausts that need to be treated.
Anguil’s engineers were brought in to design a unique system for the customer that complied with local emission regulations. Their current VOC concentrations were up to 25% LEL (Lower Explosive Limit), but a destruction rate of at least 98% was required. The combination of a saturated process stream with incoming particulate meant that special design considerations needed to be made. These will ensure a long equipment life span and minimize system downtime.
 The Solution
The Solution
 The Solution
The SolutionThese unique challenges lead Anguil’s team to select a Model 300 Regenerative Thermal Oxidizer (RTO). Due to the high moisture content in the customer’s airflow several parts of the system were constructed of stainless steel to provide resistance to corrosion including the process fan, diverter valve assembly, media support section and exhaust stack. An internal coating was also applied to the oxidizer chamber to provide additional protection.
To allow for processing of the spikes in VOC concentrations, a hot bypass duct system was included to bypass chamber gases directly to the exhaust stack, preventing an over-temperature condition from developing within the RTO. Prior to reaching the RTO, the process exhaust will pass through a filter in the upstream ductwork to remove any particulate.
The main process fan was sized to ensure enough inlet suction was available to overcome the planned upstream filtration and ductwork pressure losses. A local control panel near the RTO was to be included within a dedicated prefabricated room to provide protection against weather for personnel when using the panel HMI.
The Result
The RTO was chosen for this application, as it was the most cost-effective solution over direct-fired oxidizer systems and catalytic oxidizer systems. A direct-fired oxidizer would have consumed a high amount of supplemental fuel due to the high flow volume and lower VOC concentrations. A catalytic system was ruled out because of the higher initial cost due to the amount of catalyst required and the cost of periodic catalyst replacement.
As the world transitions to electric vehicles, there is an increasingly crucial need for efficient and sustainable battery recycling. The growing number of end-of-life batteries presents a unique opportunity and challenge for this industry, and Anguil Environmental Systems is ready to step in to address this challenge, providing tailored solutions to ensure a safe and environmentally responsible recycling process. By designing state-of-the-art pollution control systems, Anguil helps our clients meet stringent emission regulations while optimizing the recycling process. Our innovative solutions not only address the immediate needs of the industry but are also paving the way for a more sustainable future, where valuable resources can be recovered and reused, contributing to a circular economy.
A Fossil Fuel-Free Solution
Comments Off on A Fossil Fuel-Free SolutionThe Challenge
 As individuals and corporations continue to push towards smaller carbon footprints, the use of Lithium-Ion Batteries (LIBs) has become increasingly prevalent. Specifically for individuals, the utilization of battery packs for all-electric automobiles and solar-powered home battery banks have continued to grow at a rapid rate. The manufacturing of these battery packs generates several air pollutants that must be treated prior to being released to atmosphere.
As individuals and corporations continue to push towards smaller carbon footprints, the use of Lithium-Ion Batteries (LIBs) has become increasingly prevalent. Specifically for individuals, the utilization of battery packs for all-electric automobiles and solar-powered home battery banks have continued to grow at a rapid rate. The manufacturing of these battery packs generates several air pollutants that must be treated prior to being released to atmosphere.
One large supplier of LIBs faced a unique set of challenges at their main production facility.
- Three identical abatement systems were required, capable of handling up to 35,000 SCFM of emission laden air each. Electrically heated air pollution control systems are typically much smaller.
- Fossil fuels (natural gas, propane, fuel oil, diesel, etc.) of any kind are not allowed in the factory.
- Process gases consist of both ambient and hot air streams, both with very low concentrations.
- All abatement systems were to be installed indoors on the third floor of the factory with very tight footprint and height constraints.
Manufacturing of complete LIBs requires several different processes and operations that produce Volatile Organic Compounds (VOCs) and Hazardous Air Pollutants (HAPs) at varying temperatures. For instance, making battery electrodes uses N-Methyl Pyrrolidone (NMP) which is a solvent the manufacturer can recover and reuse without treatment in a pollution control device. However, this supplier had additional module manufacturing lines and multiple e-coat paint lines with curing ovens where solvent recovery was not an option. This further complicated the compliance solution.
The Solution
 Anguil was tasked with developing a compliance solution to capture and treat 70,000 SCFM of emission laden air with the following requirements:
Anguil was tasked with developing a compliance solution to capture and treat 70,000 SCFM of emission laden air with the following requirements:
- Achieve a minimum 90% overall air pollutant reduction
- Any heating requirements must be achieved without the use of any fossil fuel
- Provide an n+1 arrangement for system redundancy during maintenance
- Minimize all utility consumption to the greatest extent possible
- Reduce overall system footprint, height, and weight to fit within facility restraints
Anguil is one of the few industrial air pollution control providers that offers a full line of thermal and catalytic oxidizer technologies that also includes emission concentrators. The diverse technology offering allowed Anguil to evaluate each option and its applicability for the demanding project objectives.
The first decision was to route all ambient process air sources to a zeolite concentrator wheel. The wheel uses a zeolite substrate to adsorb the VOCs and HAPs out of the process gases and onto the concentrator surface. A heated stream, approximately 10% the original volume, is used to desorb the pollutants from the wheel. The result is a highly concentrated stream that is one-tenth the original volume. This significantly reduces the size, capital and operating costs of the downstream oxidizers that are paired with the concentrator wheel.
Anguil engineers made the decision to utilize Regenerative Catalytic Oxidizers (RCO) with electric heating elements to treat both the hot process stream from their curing ovens and the concentrated air stream from the concentrator wheel. This technology combination is often referred to as an RCTO. Employing catalyst inside a thermal oxidizer allows emission destruction to occur at much lower temperatures; 600-800°F (315-427°C) versus 1,400-1,500 °F (760-816°C). The lower operating temperature also provides for a much more reliable and smaller (physical size and KW rating) electric heating element. The RCO uses ceramic blocks as the heat transfer media allowing for 97% Thermal Energy Recovery (TER) from combustion. The combination of lower operating temperature and 97% TER made the RCO the best choice for minimizing utility consumption and ensuring low maintenance operation.
All three oxidizer systems and the concentrator wheel were to be installed inside on the 3rd floor of a building still under construction under an existing mezzanine that provided only 15’ of overhead clearance. Anguil designed all individual pieces so they could be lifted three stories using an external elevator and fit through a narrow overhead door. All three units were installed inline and connected via common inlet and outlet manifolds to reduce installation costs.
Once installation was complete, Anguil’s start-up technicians arrived onsite to complete final commissioning. Anguil’s technicians conducted operator training consisting of both “on skid” and classroom sessions. Test data has shown each of the systems is achieving greater than 90% overall emission removal and 97% TER.
The Result
- Anguil was able to listen to the customer’s needs and the unique requirements of an oxidizer system that can process up to 70,000 SCFM of VOC-laden air without the use of fossil fuels.
- The zeolite concentrator wheel was applied to the ambient temperature sources, greatly reducing the size of the downstream oxidizers and the associated utility requirements.
- Selecting an electrically heated RCO eliminates the need for a fossil fuel fired burner, a customer requirement. The use of catalyst allows the oxidizer to operate at a much lower temperature than a thermal oxidizer, minimizing the size of the electric heating element. The RCO was also designed with 97% TER, further reducing the utility requirements and the size of the heating element.
- The hot source from the cure oven was sent directly to the RCO inlet, having no negative impact on the operation and efficiency of the concentrator wheel.
- Supplying three identical systems each sized to process 35,000 SCFM allows the customer to process up to 70,000 SCFM of VOC-laden air while operating in the required n+1 arrangement.
- Each system was designed to minimize the footprint and height to the greatest extent possible, saving on valuable floor space inside the facility.
- The system efficiency and effectiveness have exceeded the design specifications.
Engine Cell Exhaust: Catalytic Oxidizer
Comments Off on Engine Cell Exhaust: Catalytic OxidizerThe Challenge
Endurance testing of outboard motors for boats was typically done in lakes and sometimes on barges. It was time consuming and presented logistic problems and numerous other challenges for the research and development department at outboard motor factories. When a company in Oklahoma decided to build their own endurance test cell area, the Environmental Protection Agency (EPA) required them to control the emissions from the test engines. Four test cells were considered for air pollution abatement. The initial design exhaust volume was in excess of 4,400 SCFM (6,940 Nm3/Hr) per test cell. This high exhaust volume per cell posed a significant capital and operating cost problem when the company considered pollution control equipment.
The Solution

The company believed a thermal incinerator would be the preferred solution because of the low cost of natural gas in Oklahoma. After looking at equipment capital cost and operating costs they recognized the benefit of considering a catalytic oxidizer. After thorough technical evaluation, The customer chose Anguil Environmental Systems to solve their VOC problem and ensure that the new test cells were in EPA compliance.
The Result
Automotive catalysts have proven effective in handling exhaust gases from internal combustion engines, where both un-burned hydrocarbons and carbon monoxide are destroyed. Anguil analyzed the operation and concluded that the enclosed engine test cells needed significantly less exhaust volume than the 4,400 SCFM (6,940 Nm3/Hr) proposed. Anguil determined that the exhaust from even the largest stern drive engine was under 800 SCFM (1,262 Nm3/Hr) of air. It was critical for this to be under negative pressure, so no carbon monoxide would leak into the test facility. Using 850 SCFM (1,341 Nm3/Hr) as a design criteria, Anguil determined that a 6,800 SCFM (10,725 Nm3/Hr) catalytic oxidizer could handle the initial four test cells with the additional capacity for four future test cells.
Anguil supplied and installed the catalytic oxidizer inside the building on a mezzanine adjacent to the test area. Anguil supplied only enough catalyst to handle the initial loading from four test cells, which reduced the initial capital cost. Anguil engineers performed an exhaust stack test analysis to determine what concentration of carbon monoxide and hydrocarbons was present. The presence of carbon monoxide dictated a total enclosure around the catalytic oxidizer. Anguil placed an exhaust fan in the enclosure, creating negative pressure and eliminating the possibility of carbon monoxide leaking into the facility. The oxidizer was equipped with a variable speed/variable frequency drive to provide a high degree of turndown if only one test cell was being run. A stainless-steel plate and frame type heat exchanger was used to accommodate high exotherm across the catalyst.
Some of the engines in the facility were diesel engines and some endurance runs were lengthy. Since these engines potentially could go out of tune, a ceramic particulate filter was installed within the catalytic oxidizer down-stream of the gas burner to protect the catalyst from unburned carbonaceous materials. The periodic cycling and high fire of the gas burner eventually vaporizes these carbonaceous materials and allows them to be oxidized by the catalyst.
After approximately eight months of successful operation, the company decided to expand and add the four additional test cells. The new exhaust fans and ductwork were completed by Anguil’s installation crew and additional catalyst was added to meet the company’s increased capacity. The result is a state-of-the-art engine test facility in compliance with EPA requirements.
A Media Replacement Emergency
Comments Off on A Media Replacement Emergency
Media replacement is commonly performed on Regenerative Thermal Oxidizers (RTOs) when the media becomes plugged from contaminates in the process stream fed to the RTO. Anguil Environmental Systems frequently replace media in both Anguil manufactured and non-Anguil manufactured systems.
The Challenge
Anguil Environmental Systems recently completed an emergency media replacement on two Megtec Cleanswitch Regenerative Thermal Oxidizers (RTOs) for a world-wide automobile supplier.
The Solution
Both systems were 65,000 SCFM (104,325 Nm3/hr) units and built by another supplier previously for two different automotive facilities in the United States.
Anguil was chosen to replace the RTO media for this world-wide automobile supplier over the original supplier based on our competitive pricing and timely responsiveness.
The Result
 One of the RTOs was extremely difficult to access being located on a three-story roof and a considerable distance away from the building’s exterior wall. Replacement of the media required removal of the upper half of the RTO and use of a high lift crane to accommodate the heights and distances involved.
One of the RTOs was extremely difficult to access being located on a three-story roof and a considerable distance away from the building’s exterior wall. Replacement of the media required removal of the upper half of the RTO and use of a high lift crane to accommodate the heights and distances involved.
At the other facility where production uptime was critical, Anguil’s crew worked double shifts to complete the work over a weekend so that the production was not affected.
Anguil completed the projects early and under budget due to proper planning and customer communication.
Plastic Components Painting
Comments Off on Plastic Components PaintingThe Challenge
A plastic injection molding company in Wisconsin is known as a world-class leader in the industry for their secondary decorating and assembly capabilities. One of their eleven facilities not only perform plastic injection molding but also provides the organization with decorating capabilities such as painting, laser etching, laser marking, pad printing and assembly of automotive, telecommunication and consumer products.
Over the years and through the 1990’s the operation ran successfully with a minor source air pollution control operation permit. This permit consists of very specific requirements to meet the Environmental Protection Agencies (EPA) LACT (Latest Available Control Technology) regulation. These included restricted limits on volatile organic compounds (VOC) per gallon of paint, catalyst, thinner and cleaning solvent as purchased. This limited the types of paints and colors they could offer customers but given the customer needs and production volume at the time, this was a manageable situation.
As the business grew, requests by customers for more exotic forms of paint and colors increased and they realized the need to increase their paint capabilities to compete. In December 2000 they applied for two new permits with The Department of Natural Resources (DNR), one for an air pollution construction permit to install a new state of the art robotic paint line system and the other for the ability to paint small metal parts. This permit modification changed the facility from a minor source of less than 100 tons per year of volatile organic compound emissions to a major source with the potential to emit over 225 total tons.
With the new permit, they not only had to meet the LACT requirements for the painting of plastic parts but now also needed to meet the MACT (Maximum Achievable Control Technology) requirements for the painting of small metal parts. The MACT requirements added a higher level of restrictions to VOC’s per gallon of paint as applied to metal parts. These restrictions were applicable and once again manageable.
Although the new permit allowed them to meet additional painting volume capacity requirements, they observed continued demand by their customers for paints that could not be used under the air permit. Additionally, with the acceptance into the ISO 14001:1996 standards, they realized the need to significantly reduce their VOC emissions.
The Solution

The only way to meet the customer demands and reduce emissions was to evaluate various forms of pollution control technologies. Anguil’s group of engineering experts convened to explore the various control technologies currently available on the market. Consideration was given to equipment/concepts such as:
- Catalytic Oxidizers
- Thermal Oxidizers
- Regenerative Thermal/Catalytic Oxidizers
- Emissions Concentrator Coupled with a Regenerative Thermal Oxidizer
- Microwave VOC Reduction Technologies
- Biofilter VOC Reduction Technologies
The company began to work very closely with the sales and engineering team at Anguil and the DNR to establish the best available control technologies to meet the pollution control requirements. With some simple calculations, Anguil was able to show how a Regenerative Thermal Oxidizer (RTO) would be the most cost-effective control technology for their current and future process demands.
The Result

After thoroughly evaluating several suppliers the company decided to go back to the Department of Natural Resources and request a new air pollution control construction permit to install a Anguil Model 400 / 40,000 SCFM (62,800 NM3/hr) Regenerative Thermal Oxidizer (RTO) for their existing paint operations.
The oxidizer would achieve destruction through the process of high temperature thermal oxidation, converting the VOCs to carbon dioxide and water vapor while reusing released thermal energy to reduce operating costs. Process gases with VOC contaminants enter the oxidizer through an inlet manifold. Dual disk poppet valves direct this gas into energy recovery chambers where the process gas is progressively preheated by the ceramic media beds as they move toward the combustion chamber.
The VOCs are oxidized in the combustion chamber, releasing thermal energy in the structured ceramic media beds that are in the outlet flow direction from the combustion chamber. These outlet beds are heated, and the gas is cooled so that the outlet gas temperature is only slightly higher than the process inlet temperature. Fast acting vertical poppet valves alternate the airflow direction into the ceramic beds to maximize energy recovery within the oxidizer. The VOC oxidation and high energy recovery within these oxidizers reduces the auxiliary fuel requirement and saves operating cost. For example, at 95% thermal energy recovery, the outlet temperature may be only 70`F (40`C) higher than the inlet process gas temperature with an RTO. The oxidizer can reach self-sustaining operation with no auxiliary fuel usage at low VOC concentrations.
Programmable Logic Controllers (PLCs) control the automatic operation of the oxidizer from startup to shut down, so minimal operator interface is required. These controls also provide for remote telemetry to enable the system’s operation to be viewed and altered via remote connections to reduce maintenance costs.
Later that fall the permit was accepted by the DNR for an air pollution control construction permit to install an Anguil Regenerative Thermal Oxidizer. Anguil Environmental Systems was able to complete the design, fabrication, delivery, installation and startup of the RTO so it could go on line early the next year.
After startup of the new RTO, a stack test measured 99% destruction rate efficiency for volatile organic compound (VOC) emissions at 100% capture. This equated to a net reduction of 58 tons of VOC emissions in the first 6 months of operation.
The benefits of installing the RTO included the ability to offer customers a large variety of paints and colors to meet their more unique paint finish requests. Also, the RTO allowed the manufacturer to use previously restricted thinners and paints to better process their products with fewer rejects. This allowed the business to grow and succeed in an increasingly competitive environment and meet the new demands from customers while significantly reducing the amount of volatile organic compounds released into the environment.
Paint Booth Over Spray
Comments Off on Paint Booth Over Spray The Challenge
The Challenge
 The Challenge
The ChallengeA major automotive component supplier needed to control the emissions from its paint spray process. The plant emissions had characteristics common to many paint spray plants: high air flow, low volatile organic compound (VOC) concentration and particulate. The company needed an emission control solution that had low operating costs and that could also fit in their limited space. System reliability was also a major design consideration; since the company is a synchronized delivery partner to the automobile industry, plant downtime or process delays result in expensive fines.
The Solution
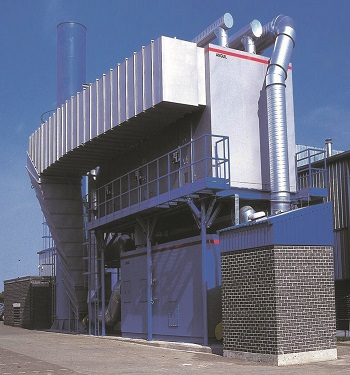
After an extensive technical evaluation of the proposed technologies and equipment manufacturers, the customer chose Anguil Environmental Systems to provide a turnkey solution for the VOC and particulate emissions. Anguil recommended an Emissions Concentrator coupled with a Thermal Oxidizer System to effectively process the 120,000 SCFM (190,000 Nm3/hr) of plant exhaust.
The Result
The cost of an emission control system is predominantly based on the volume flow rate of air that needs to be treated. Emissions from paint spray applications have historically been expensive to control because the process requires large volumes of air to maintain the quality of the painted products and to ensure acceptable indoor air quality. Anguil’s Emissions Concentrator technology makes VOC emission control cost-effective because it greatly reduces the air volume that needs to be processed by the oxidizer.
In this case, the Emissions Concentrator reduces the flow rate of process air that needs to be treated by a factor of 15, a major consideration in the capital cost of the system. The high-volume airstream from the water wash paint booths and the curing ovens is passed through the rotor concentrator wheel, where the VOCs are adsorbed in the emissions concentrator rotor, purifying the high-volume airstream. This high-volume air is then exhausted to atmosphere. The concentrator wheel rotates continuously, transporting adsorbed VOCs into a desorption section where they are desorbed into a low volume heated airstream. After being desorbed from the wheel, the air volume has been reduced from 120,000 SCFM (190,000 Nm3/hr) to about 8,000 SCFM (12,700 Nm3/hr) and the VOC concentration of the air stream is increased to about 4,500 ppmv. This low volume, high VOC-laden air is then processed by the oxidizer. By isolating and treating only the contaminated air, Anguil can provide a system with operating costs far lower than alternative emission control systems.
Innovative technologies like the Emissions Concentrator are just part of the solution Anguil provides. Anguil believes a complete solution involves careful analysis of the emission-producing process and engineering that is focused on the customer’s specific application. As always, Anguil worked closely with this customer to identify and solve their key concerns.
System reliability was the first concern for this customer. The plant is a Tier One supplier to the automotive industry and must meet very stringent delivery deadline requirements. Failure to meet a delivery schedule can result in fines of up to $30,000 a minute. One of the reasons Anguil recommended the Emissions Concentrator system is its highly reliable performance. Anguil took extra steps to integrate the system into the existing process and engineered the system with safety controls and advanced Programmable Logic Controls (PLC) for trouble-free operation.
The next design consideration was the tight space restriction. Due to several plant expansions, the facility had reached its legal minimum of parking spaces and nearby residential development meant the company could not purchase additional land. Local zoning restrictions also required the planned equipment to meet strict noise limits. Therefore, the emission control system had to be designed with the smallest possible footprint and with low noise generation. Anguil’s customer-specific engineering accommodated the unique space restrictions with a major advance in Emissions Concentrator/Oxidizer system design. A vertical arrangement that greatly reduces the unit’s space requirements gave the system a footprint that is 70% smaller than the space requirements for the Regenerative Thermal Oxidizer (RTO) proposed by several competitors. Additionally, the design incorporated several sound attenuation features to satisfy the low-level noise requirements.
Another major concern was controlling the high level of particulate in the paint spray exhaust. Particulate control was necessary to protect the concentrator rotor and to satisfy the low particulate emission limit. Anguil supplied a highly efficient filtration system designed for simple, low-cost filter replacements that can be easily changed out during scheduled maintenance.
Anguil’s solution included a complete on-time turnkey installation. The system was seamlessly integrated into the existing process and is exceeding regulatory requirements. Anguil’s combination of proven application-specific engineering and technologically advanced products has led to yet another satisfied customer.
Engine Test Cell Exhaust: RTO
Comments Off on Engine Test Cell Exhaust: RTOThe Challenge
A Midwestern outboard engine manufacturer bought a three-year-old plant to produce its marine engines. When finished, the engines are removed from the assembly line and run for quality control. The 25,000 SCFM (40,125 Nm3/hr) of exhaust from testing contains volatile organic compounds (VOCs) that require regulatory compliance. Also within this exhaust is a great deal of water vapor and carbon monoxide (CO).
Anguil had already planned to equip this plant with pollution control equipment for its paint processing operation using a new Anguil Emissions Concentrator coupled with an existing 17,000 SCFM (27,285 Nm3/hr) Regenerative Thermal Oxidizer (RTO) that the company inherited with the plant. However, the engine test cell emission control issue was complicated by the water vapor emitted with the VOCs. Control of the CO emissions was not an objective for this application because its release was not a concern to any local regulatory authority.
The Solution
After a thorough technical evaluation, Anguil engineers chose a new 25,000 SCFM (40,125 Nm3/hr) RTO as the most cost-effective solution for the existing conditions.
The Result
Several factors affected this decision. The presence of a large percentage of water vapor in the process exhaust caused concern regarding the effectiveness of the concentrator type adsorption system. Vapor-liquid separators could be used to minimize the water introduced to the concentrator but the low winter temperatures would require the additional cost of heat tracing and insulation to prevent freezing, increasing the overall cost of the system.
 Another potential problem regarding the concentrator system was the presence of small amounts of high-boiling oils that may not adequately be desorbed off a concentrator system. The boiling point temperatures of these oils was high enough that even the high temperature desorption that was offered on this concentrator was determined to be insufficient to obtain complete desorption. This problem could have been addressed by installing a “sacrificial” guard bed of carbon in front of the concentrator to capture the high-boiling VOCs, but at additional cost and inconvenience. There would be added process equipment to purchase and maintain, replenishment of carbon in the beds on a routine basis, and proper disposal of the used material, an unattractive option.
Another potential problem regarding the concentrator system was the presence of small amounts of high-boiling oils that may not adequately be desorbed off a concentrator system. The boiling point temperatures of these oils was high enough that even the high temperature desorption that was offered on this concentrator was determined to be insufficient to obtain complete desorption. This problem could have been addressed by installing a “sacrificial” guard bed of carbon in front of the concentrator to capture the high-boiling VOCs, but at additional cost and inconvenience. There would be added process equipment to purchase and maintain, replenishment of carbon in the beds on a routine basis, and proper disposal of the used material, an unattractive option.
A more suitable technology choice emerged in the RTO. Emissions from the test cells were still low and this technology is extremely cost-effective at low concentrations with 95% thermal energy recovery typically achieved and options for up to 97% thermal energy recovery available. However, the existing RTO coupled to the concentrator controlling the paint processing did not offer the needed capacity or the upgraded materials of construction to provide resistance to corrosion.

Anguil engineers presented their analysis to the customer with all the control options available and the optimal technology chosen for treating the engine test cell emission was a new RTO. The engineering study, which considered the high quantity of water vapor and CO emissions, determined that all ductwork between the test cells and the RTO must be constructed of stainless steel to prevent corrosion. The ductwork was also sloped back to the process entry stream to minimize carryover of excessive amounts of water to the RTO. The oxidizer’s internal insulation and inlet ductwork were also designed to process the high amount of water vapor to minimize erosion of the RTO insulation and corrosion potential of the steel.
The system operation is very energy efficient with thermal energy recovery of 95% or higher. The process air containing VOCs passes through vertical beds of ceramic media that alternately stores and releases heat to elevate the process air temperature before it enters the combustion chamber. Since RTOs have such high heat recovery, the process air can be heated to a value very close to the combustion chamber set-point temperature. Heat released from VOC destruction during oxidation further elevates the process air temperature to the point where the RTO is often self-sustaining with no auxiliary fuel usage.
With this system, they elected to use supplemental fuel injection (SFI) that reduces the point of self-sustained operation to a lower process VOC concentration. Burners are shut off during operation with SFI which minimizes the introduction of combustion air into the chamber, and further reduces operating fuel usage with a flameless design that eliminates NOx emissions from the burner, problematic in some RTOs.
The manufacturing plant is now able to meet compliance on multiple emission sources while saving capitol expense. First, by utilizing equipment inherited with their plant purchase, plus the operational cost savings on the newer more efficient RTO. An additional benefit with selection of an RTO was to the environment. Although not required, RTOs control the CO emissions along with VOCs from the test cells. This facility can accommodate future expansion and stay in compliance for many years to come.