







Crafting Your Oxidizer Maintenance Plan
Comments Off on Crafting Your Oxidizer Maintenance PlanOXIDIZER SERVICE SERIES: PART 2
Whether it is still on the drawing board or has been on site for years, your air pollution control system represents a significant investment and a long-term commitment to environmental compliance. A well-crafted maintenance plan for your oxidizer will allow you to get the most from your investment over the entire life of the system.
Many will come to this article hoping for a one-size-fits-all checklist for maintaining an oxidizer system. As a company that offers service on any oxidizer regardless of style or original manufacturer, we at Anguil have long wanted the same. A set formula for success would certainly make life easier. Absent of knowing anything else about the operating context of a particular oxidizer system, our best recommendation for a maintenance plan is as follows:
service on any oxidizer regardless of style or original manufacturer, we at Anguil have long wanted the same. A set formula for success would certainly make life easier. Absent of knowing anything else about the operating context of a particular oxidizer system, our best recommendation for a maintenance plan is as follows:
- Gather all the system documentation as listed in Part 1 of our Oxidizer Service Series. Ensure these documents are accessible to system operators and service providers.
- Stock the recommended spare parts for your oxidizer system (more on this in Part 3 of our Oxidizer Service Series)
- Establish a monthly checklist of system inspection points and make sure your operators are comfortable with what to check and how to record their findings
- Maintain an operator logbook or journal of system issues
- Obtain a yearly Preventive Maintenance Evaluation (PME) from an independent or third-party oxidizer service provider such as Anguil
- Establish remote access capability to your system’s controls from an oxidizer service provider such as Anguil
Some may choose to take this basic recommendation for a maintenance plan, stop reading here, and run with it. We would agree that anyone complying with all the steps as outlined above is indeed trying to maintain their oxidizer system. However, having an Oxidizer Service Provider like Anguil visit your site could jump-start the implementation of such a plan.
Maintenance Plan Considerations
The following influences the decision to utilize an oxidizer maintenance plan:
Production Uptime – An informed staff and a transparent maintenance plan will allow for maximum production uptime, prevent costly shutdowns, and enable a prepared response to operational irregularities.
Compliance with Environmental Regulations – The language in many air permits requires operators to stock spare parts, keep historical service documentation, and maintain the system according to the manufacturer’s recommendations. Running out of compliance parameters can not only be costly but could potentially turn into a public relations disaster.
Compliance with Safety Regulations – Compliance codes often require that safety evaluations be performed on an annual basis. Anguil incorporates these safety assessments as a part of our standard 75+ point Preventative Maintenance Evaluation.
Operating Cost Reduction – A good maintenance plan will often pay for itself by ensuring your oxidizer system is running at peak efficiency and with minimal downtime.
Maintenance Plan Elements
The right maintenance plan for one company might not be the right plan for another. Anguil considers the following to be components of a customized comprehensive maintenance plan:
- System Documentation – Gather all the documentation in one binder as outlined in Part 1 of our Oxidizer Service Series. Ensure this documentation is available to both system operators and service providers. We recommend storing relevant documents
 inside the control panel for easy access.
inside the control panel for easy access. - Recommended Spare Parts Package – An Oxidizer Service Provider like Anguil can identify the critical components, recommended components, and convenience items you should stock to maintain smooth operation of your system and limit production down time.
- Annual Preventive Maintenance Evaluation (PME) – Often done by an Oxidizer Service Provider like Anguil. This is not just our advice; this is rapidly becoming part of Permit Codes and Compliance – both environmental codes and safety codes. Anguil’s standard PME program includes a two-to-three-day service visit utilizing a 75+ point checklist to ensure your oxidizer meets air pollution control standards. After, results are sent by formal report for your maintenance records.
 inside the control panel for easy access.
inside the control panel for easy access.The next four options can be performed in conjunction with a PME visit or separately as stand-alone services.
- Destruction Removal Efficiency (DRE) Evaluations – An oxidizer service provider like Anguil can check the VOC destruction efficiency of your system on site with portable testing equipment or via laboratory analysis of air samples. This service keeps you on track with system performance and verifies compliance. It is ideal as a pre-test to help eliminate “surprises” during expensive formal compliance testing.
- Repeat Operator Training – Maintenance personnel take pride in servicing the equipment when they are familiar with the operation. Years one and two of an oxidizer’s life can present different maintenance challenges than years three and beyond. Repeat training keeps operating personnel prepared to meet evolving service needs. Repeat Operator Training is also becoming a requirement in NFPA codes.
- Catalyst Services – At the heart of every Catalytic Oxidizer System is the catalyst bed. When properly maintained, the catalyst bed can provide years of high VOC destruction at temperatures well under those required for thermal oxidation. Anguil offers a full program of catalyst services including evaluation, testing, rejuvenation, replacement, and the purchase back of “spent” catalyst for recycling.
- Split Preventative Maintenance Evaluations – Some facilities have minimal downtime available for system repairs but still want to be prepared with the right parts and contractors when their downtime occurs. They may elect a Split-PME scenario, which starts with a one-day system evaluation visit by a Field Service Engineer. A second visit is scheduled for the Field Service Engineer to return with parts and materials identified previously, prepared to execute the recommendations immediately.
Other areas to consider in maintaining support of your oxidizer include semi-annual Preventive Maintenance Evaluations (PMEs), remote login capability, operating cost reviews, maintaining an operator log book, weekly/monthly inspections, as well as multi-year and multi-facility maintenance programs.
- Semi-Annual Preventative Maintenance Evaluations – For some, a once-yearly comprehensive Preventive Maintenance Evaluation is not enough. Overall system balancing, operational cost verification, and inventory of spare parts should be conducted semi-annually instead. Depending on the complexity of your system, you may wish to contact Anguil to perform this service for you.
- Remote Login Capability – Establishing remote login access is one of the most important things you can do when creating your maintenance plan. Remote Access Capability has recently become a game changer in the oxidizer service world. For the companies and oxidizer systems we service, when the capability is in place, it is both a lifeline during system upsets as well as a “force-multiplier” when our Field Service Engineers are on site. It is akin to getting the experience and knowledge of several engineers on site, for the price of one. Adding this service quarterly is becoming a popular option. In today’s world, no oxidizer end-user should be left without this critical safety net in place. Don’t wait for an emergency to find out the connection isn’t there. For those with this feature, make sure to regularly test your connection.
- Operating Cost Review – Do you know exactly how much your system should cost to run? Are you getting the most for your operating dollars? Anguil offers an Operating Cost Review Program that can answer these questions and provide cost-saving recommendations tailored for your oxidizer system.
- Operator Logbook – Thorough service history documentation, including a record of daily, weekly, and annual inspections, is often a requirement for an air permit. A comprehensive operator log will help diagnose operating irregularities and could prevent costly malfunctions down the road.
- Weekly Walk-By Inspections – Typically performed by your own workforce. An Oxidizer Service Provider like Anguil can custom design weekly inspection checklists for your specific oxidizer system.
- Deeper Monthly/Maintenance Day Inspection Checklists – For our Monthly Inspections program, we provide a list of the system components needing inspection, independent verification, or calibration. Our goal is to train your maintenance team to feel comfortable performing the monthly checks on their own.
- Custom Maintenance Plans (Multi-Year and Multi-Facility Packages) – Developing a maintenance plan with an Oxidizer Service Provider builds a strong service relationship built on trust and long-term oxidizer expertise. Anguil’s custom maintenance plans include multi-year deals for individual plants or for multiple facilities. Custom multi-year and multi-facility maintenance plans can offer numerous benefits.
Routine Maintenance Benefits
- Smooth Equipment Turnover Between Project Engineering and Production Engineering Teams – Many oxidizer systems are purchased via a project engineering team who then turns the equipment over to production teams. This hand-off can proceed more smoothly if the production team sees there is a service agreement already in place.
- Reliable Budgeting – Having a multi-year service plan takes guesswork out of operational budgeting.
- Consistent Service History – By having a service history log, despite retirements or other turnover in the workforce, the service schedule remains consistent.
- Knowledge Sharing – Maintaining service history at the plant level can be difficult enough. A corporate level maintenance plan can be a conduit for improved knowledge sharing between plants.
- Uphold Corporate Values – Environmental Compliance is often part of a Corporate Level Mission Statement.
Reliability Centered Maintenance
Anguil participated in a three-week-long Reliability Centered Maintenance (RCM) evaluation of an oxidizer system. This system treats the exhaust from a critical production line in one of the most highly regulated areas of the country. RCM is a landmark maintenance concept defined in John Moubray’s book Reliability-Centered Maintenance as “a process used to determine the maintenance requirements of any physical asset in its operating context.”
A team of Anguil personnel, along with the facility’s maintenance team, equipment operators, electrical controls specialists, and EHS staff were guided by an RCM facilitator. The team went line-by-line through the oxidizer electrical schematics, sequence of operation, control programs, and environmental permit requirements to define the system’s functions and possible failures. Using the framework of the RCM program, the team generated lists of potential redesigns, required procedures, a compulsory spare parts program, and implementation reports for the system. This was no small task — the final report was over 400 pages long! The evaluation was a significant investment in money and manpower for both Anguil and the company involved.
The biggest takeaways from this experience were:
- This is the level of training operators of oxidizer systems deserve but rarely receive.
- The importance of “Operating Context” in determining a suitable approach to the long term maintenance of an oxidizer system.
To further illustrate the idea of operating context, consider that oxidizers today are being installed into production scenarios where they:
- May be allowed to be offline for several weeks or months each year.
- May force the end-user to stop all production immediately when offline, in some cases triggering “Notices of Violation” and fines upon any upset condition.
- May be treating exhaust gas streams that are immediately dangerous to life and health.
- May be the sole source of heat for the process to which they are attached.
Each one of these different operating contexts plays a major role in the final determination of a maintenance plan for an oxidizer system.
Not everyone can afford a formal RCM maintenance program for their oxidizer system. There are also industries with enough acquired experience where such an effort may not be required. However, an effective and custom maintenance plan adhering to minimum requirements can be crafted with help from an Oxidizer Service Company like Anguil. A customized program will prolong the life of the equipment while staying within the parameter of an operating budget.
There is no one-size-fits-all solution for crafting a quality oxidizer safety and maintenance program. At Anguil, we strive to offer a wide range of services to make crafting even a basic maintenance plan an essential and affordable investment. Our experienced service personnel look forward to assisting in designing the smartest maintenance program for your company.
This is the second of four parts in Anguil’s Oxidizer Service Series. We encourage you to also view Part 1: Better Maintenance Starts With Better Documentation as well as Part 3: Stocking Spare Parts for Your Oxidizer System and Part 4: Oxidizer System Optimization.
From EPA Penalties to Peak Performance: Anguil’s Catalyst Replacement Success Story
Comments Off on From EPA Penalties to Peak Performance: Anguil’s Catalyst Replacement Success Story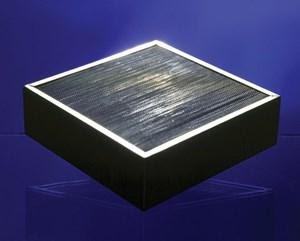
THE CHALLENGE
Imagine investing in an expensive system to treat your manufacturing exhaust for pollutants, and instead of treating the air you face complaints from neighbors, a supplier that can’t find or repair the problem, a large environmental fine, and financial penalties compounding daily. Certainly, it seems overwhelming at the least. Unfortunately, a New Jersey pharmaceutical company found themselves in that exact situation after purchasing a thermal incinerator to treat the heptane and hexane in their exhaust.
The thermal incinerator’s “tubular” design was modified with a catalyst bed to reduce the system’s operational costs. Alas, when operating in catalytic mode, the oxidizer failed to provide the 95% destruction efficiency of non-methane hydrocarbons required by the New Jersey Department of Environmental Protection. These odorous emissions led to an environmental protection agency (EPA) consent decree, complete with a $175,000 civil penalty. Although the company was proactive in trying to solve the emission problem, the EPA assigned penalties of $2,500 for every day the violation persisted. The original equipment supplier attempted to rectify the issue but were unable to identify the problem. Leaving the pharmaceutical company in violation of their New Jersey air permit and racking up more fines every day.
THE SOLUTION
After struggling, and ultimately failing, to solve the problem with the original supplier, the pharmaceutical company reached out to Anguil Environmental Systems, Inc. Anguil’s proven expertise with catalytic systems, deep knowledge of catalyst science, and engineering abilities made us the candidate best suited to tackle the volatile organic compound (VOC) problem successfully.
The first step in Anguil’s approach was to explore the reason for catalyst nonperformance. There were several potential reasons for catalyst failure. The possibility of catalyst masking or the presence of a poisoning agent (i.e. sulfur, phosphorus, heavy metals) within the VOC-laden stream was examined. However, no significant levels of any of these agents were detected.
Another possible reason was the industrial process stream being allowed to pass through the oxidizer before it was brought to proper operating temperature. This would result in coating the stainless-steel rings with the heptane and hexane hydrocarbons. If this was the case, when the unit was brought to the proper operating temperature, oxidation would occur on the catalyst, leaving a carbon deposit. This type of carbon deposit would result in the formation of incomplete combustion products and decreased destruction efficiency. No signs of these carbon deposits were detected.
Having eliminated the initial possibilities, Anguil conducted a laboratory performance test that finally indicated the true reason for catalyst failure: the catalytic stainless-steel rings lacked the proper surface area to achieve the promised destruction efficiency. This insight revealed there was less than 50% destruction efficiency of a test stream, indicating a catalyst failure.

THE RESULT
Anguil’s remedy was a honeycomb catalyst. The catalyst has a 300 cell-per-square-inch ceramic substrate. This focused design is more than 100 times the surface area than the old stainless-steel rings – a single cubic foot offers more surface area than an entire football field! This significantly increased the catalyst’s efficiency and reactivity. The oxidizer was equipped with a new reactor section to house the nine cubic feet of monolithic catalyst. A 95% destruction efficiency guarantee was provided along with the system retrofit.
A follow-up flame ionization detector (FID) was also performed on this retrofit and a carbon filter was added to eliminate methane readings. The FID test results indicated a VOC inlet concentration of 943 ppm and an oxidizer outlet concentration of less than 20 ppm. The company is now EPA-compliant with a 97.8% destruction efficiency.
This case study underscores Anguil’s commitment to delivering not just equipment, but comprehensive solutions that ensure environmental compliance and operational peace of mind.
Better Maintenance Starts with Better Documentation
Comments Off on Better Maintenance Starts with Better DocumentationOXIDIZER SERVICE SERIES: PART 1
Part of properly servicing your oxidizer system is maintaining the design documentation associated with that system. When it comes to oxidizer design, National Fire Protection Association (NFPA) standards are considered good practice.
The following are critical design documents oxidizer users should save that contain information required by the NFPA to implement an overall system reliability plan. Anguil uses the same documents to offer value-added service, regardless of the original manufacturer.
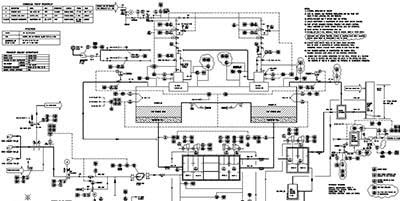
- Process and Instrumentation Diagram (P&ID): The P&ID is the command drawing that summarizes instrumentation, safety devices, operational limits, and control loops. The P&ID typically provides the oxidizer component tag numbers, as well as the number, and type, of process exhaust pick-ups for the system. The system utility requirements and performance parameters may be listed as well.
- Electrical Schematics: Electrical schematics provide detailed connectivity of the system and are an important tool used for troubleshooting. It is critical the electrical schematics are not only readily available but also revised to stay current with system changes.
- Sequence of Operation / List of Set Points & Alarm Conditions: The sequence of operation is a step-by-step description of how the oxidizer is designed to operate. This includes how the unit starts, how the process exhaust is brought on-line, how airflow and temperature control are maintained, and how the unit safely shuts down. Set points and alarm conditions of the system are also included in this document. It is important to note that this documentation is required per the National Fire Protection Association’s NFPA 86: “Wiring diagrams and sequence of operations for all safety controls shall be provided” (From NFPA 86: Standard for Ovens and Furnaces, 2019 Edition – Section 4.1.1.2).
- Programmable Logic Controller (PLC) Program: If your system requires a PLC, we recommend keeping a fully documented copy of the PLC program for your records. Some oxidizer suppliers may be reluctant to release this information to system end-users because PLC programs can include proprietary control schemes. However, with a signed confidentiality agreement in place, end users should be able to obtain this code. If your oxidizer manufacturer is no longer in business, it is possible to upload the program directly from the PLC. If this is the case, the program may be undocumented, and you may need an oxidizer service provider to re-enter the code documentation. Information on Anguil’s PLC programming capabilities can be found here.
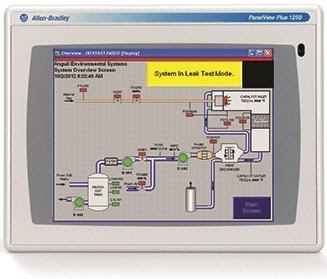
- Human Machine Interface (HMI) Program: The HMI (Operator Interface / Operator Touch Screen) is the operator’s window into the workings of the oxidizer’s PLC. The HMI program connects with the PLC program to control your oxidizer system by displaying data points from the PLC along with set points and tuning parameters. An operator can adjust the set points and tuning parameters from the HMI. The HMI provides system status or alarm messages based on the PLCs outputs. In the event the display fails, you should be prepared to download your HMI program to a replacement display from your spare parts inventory.
- Expected Pressure-Temperature Profile: It is critical to know your pressure point values to set up a regular inspection plan for your maintenance personnel. Ideally, you should have a table showing expected pressure and temperature data at the common process exhaust airflow amounts your production requires. If this is unknown, ask your system provider to provide data for two conditions: at full-oxidizer airflow capacity and at half-oxidizer airflow capacity. Using this data, you can approximate the points between when establishing your customized inspection checklists.
- Permit Compliance Documents: Compliance documentation requirements vary across local, state, and federal agencies, making it difficult to provide a generalized recommendation. Anguil recommends organizing your permit compliance documentation in a single document that includes minimum temperatures, operating temperatures, and bypass limitations. This document will keep all parties aware of the key compliance parameters to monitor and record with respect to your oxidizer system.
- Bill of Materials / Recommended Spare Parts Lists: A complete bill of materials will allow you to know the replaceable parts needed to maintain system operation. Ideally, the parts listed in the Bill of Materials would be further categorized as “Critical Spare Parts,” “Recommended Spare Parts,” “Consumable Spare Parts,” “Convenience Items,” “Long Lead Time Components,” etc. This enables operators to decide on the type and quantity of spare parts to stock based on specific production and compliance requirements. Some air permits require critical spare parts to be kept on hand. More detailed information on these categories can be found on the Spare Parts section of our website.
Here are some additional highlights regarding system documentation from the current edition of NFPA 86 Standard for Ovens and Furnaces 2019 Edition:
- 4.1.1.1 Plans shall be drawn that show all essential details with regard to location, construction, ventilation, piping, and electrical safety equipment. A list of all combustion, control, and safety equipment giving manufacturer and type number shall be included.
- 4.1.1.2 Wiring diagrams and sequence of operations for all safety controls shall be included.
- 7.3.3 Operating instructions that include all of the following shall be provided:
- (1) Schematic piping / wiring diagrams
- (2) Startup procedures
- (3) Shutdown procedures
- (4) Emergency procedures
- (5) Maintenance procedures
- 7.3.4 When the original equipment manufacturer no longer exists, the user shall develop inspection, testing, and maintenance procedures.
This is the first of four parts in Anguil’s Oxidizer Service Series. We encourage you to also view Part 2: Crafting Your Oxidizer Maintenance Plan as well as Part 3: Stocking Spare Parts for Your Oxidizer System and Part 4: Oxidizer System Optimization.
From Emergency to Efficiency: Rapid Media Replacement for High-Volume RTOs
Comments Off on From Emergency to Efficiency: Rapid Media Replacement for High-Volume RTOs
THE CHALLENGE
Media replacement is a routine process needed for the maintenance and performance of oxidizer systems. Media replacement is most performed on a regenerative thermal oxidizer (RTO) when the media becomes plugged from contamination in the process stream fed to the RTO. Anguil Environmental Systems frequently replace media in not only Anguil manufactured systems, but also in non-Anguil manufactured systems.
Unfortunately, many manufacturers do not keep up with their routine maintenance or even have a preventative maintenance plan in place. By the time they realize the media needs replacement, it is an emergent situation and results in system downtime. A compounding factor is a potentially unresponsive OEM provider.
This was just the situation a worldwide automobile supplier found themselves in with two of their systems. Dissatisfied with their OEM’s lack of response and needing immediate assistance to avoid a costly shut down, they reached out to Anguil Environmental Systems in search of a solution.
THE SOLUTION
While the Megtec CleanSwitch systems were installed at two different plant locations in the United States, they were both 65,000 SCFM (104,325 Nm³/hr) units. Anguil offered a site visit as soon as possible, which included an investigation of what the root cause was. In this situation, the Anguil representative found plugging and flame impingement to be the issues. During the visit, the original design of the media bed was mapped. With that information a new media bed was designed that would resist plugging while maintaining performance.
THE RESULT
One of the RTOs was located on a three-story roof, and a considerable distance away from the exterior wall. This posed a complication to the repair work and required more planning and materials. Instead of the normal procedure, the upper half of the RTO had to be removed, and a high lift crane was needed to accommodate the heights and distances.
The second RTO was crucial to their manufacturing process, and the company couldn’t afford to have an extended shutdown. To accommodate the requirement Anguil’s crew not only performed the work over a weekend, during normal shutdown hours, but worked double shifts so production was not affected.
Anguil completed both projects early, and under budget, due to extensive preparation and clear communication with the customer. Thanks to our exceptional performance in this emergent situation, the customer has continued to rely on Anguil for their other units and plants.