







Concentrated on Maximum Savings
Comments Off on Concentrated on Maximum SavingsThe Challenge
A family-owned manufacturer of metal wall and roofing systems in the Midwest was looking to expand their production capabilities while taking advantage of local utility rebate programs. Their existing operation contained three painting booths venting directly to atmosphere. As a part of the expansion, they planned to install two new paint booths, which would require them to install pollution abatement equipment.
Their application presented the following design challenges for the required emission control solution:
- The five paint booths represented a very large process stream containing volatile organic compounds (VOCs) including toluene, xylene, and
 ethylbenzene.
ethylbenzene. - The solution needed to process up to 90,000 SCFM of VOC-laden air with a minimum of 95% overall destruction efficiency.
- Space was also a major concern, as the equipment needed to fit in a tight space.
- They wanted to maximize energy rebates through their local utility provider, who offered prescriptive measures for the installation of pollution control equipment.
 ethylbenzene.
ethylbenzene.They solicited proposals from several air pollution control equipment suppliers including Anguil, another Midwestern family-owned business.
The Solution
With such a large airflow from five paint booths, Anguil engineers quickly identified the emission concentrator system as the most cost-effective choice, proposing a 90,000 SCFM Rotary Zeolite Emission Concentrator Wheel combined with a 7,500 SCFM Regenerative Thermal Oxidizer (RTO).
Even though RTOs are extremely efficient and effective destruction devices, they rely on a steady stream of process emissions to fuel combustion of incoming contaminants. When coupled with a concentrator, the oxidizer consistently receives highly concentrated streams in a much smaller volume.
The selection of concentrator is easy to justify at this flowrate when compared to a standalone 90,000 SCFM RTO with similar footprint. While the capital cost of a concentrator and oxidizer combination is typically more expensive than the RTO without concentration, the proposed system would use dramatically less energy, which would reduce operating costs and greenhouse gas emissions. The reduction in natural gas and electricity usage would also make the manufacturer eligible for energy rebates in their state.
Their local utility company offers rebate program for customers that implement energy efficiency measures. Their current program has prescriptive measures for the installation of gas fired equipment like thermal and catalytic oxidizers. Under this program, the customer was eligible for a $37,500 rebate ($5.00/cfm for 2 shift operation x 7500 SCFM RTO).
Anguil’s local sales representative approached the utility company engineers with the possibility of doing a custom energy analysis since the concentrator system was even more efficient than a standard RTO. Anguil showed the energy consumption of the concentrator system and modeled it against a 90,000 SCFM RTO. This showed that the concentrator system would use 771,450 kWh/ year ($0.05/kWH incentive) and 51,393.82 MCF of natural gas/year ($3.50/MCF incentive). This calculated to a $218,000 rebate.
The utility company engineers brought the project to an external consulting company that provides oversight and regulatory compliance for the energy providers and their rebate programs. The consulting company agreed that the baseline should be a recuperative oxidizer, a less thermally efficient style of thermal oxidizer. This brought the energy savings up to 689,788 kWh electric and 209,094 MCF in natural gas savings for a total energy incentive of $766,319.00! However, there is a $300,000 cap per customer for natural gas payouts.
The Result
- With persistence and a strategic focus on maximizing the energy rebate program, Anguil was able to secure the project and increase the customer’s total project rebate from an initial $37,500 to $300,000 – that’s an additional $262,500 savings!
- The utility company determined to pay approximately half of the incentive for the program year 2020 and the balance in 2021 to better accommodate their savings goal and this also removed the payout cap so that the customer received the full amount through both program years.
- Since this was the customer’s first experience with emission control equipment, Anguil provided 10 days of start-up assistance and staff classroom training to ensure familiarity with their new state-of-the-art pollution control system.
 their savings goal and this also removed the payout cap so that the customer received the full amount through both program years.
their savings goal and this also removed the payout cap so that the customer received the full amount through both program years.Anguil has built upwards of 60 emission concentrator installations in the past five years and is well-regarded as an industry leader with this technology. Anguil’s extensive experience with emission concentrators and successful advocacy for a significant custom energy savings program gave the customer confidence in their selection for the project. In addition, Anguil’s similarity to the customer’s Midwestern, family-run business assured that they would be taken care of and would enjoy accessible communication and project transparency.
Plastic Components Painting
Comments Off on Plastic Components PaintingThe Challenge
A plastic injection molding company in Wisconsin is known as a world-class leader in the industry for their secondary decorating and assembly capabilities. One of their eleven facilities not only perform plastic injection molding but also provides the organization with decorating capabilities such as painting, laser etching, laser marking, pad printing and assembly of automotive, telecommunication and consumer products.
Over the years and through the 1990’s the operation ran successfully with a minor source air pollution control operation permit. This permit consists of very specific requirements to meet the Environmental Protection Agencies (EPA) LACT (Latest Available Control Technology) regulation. These included restricted limits on volatile organic compounds (VOC) per gallon of paint, catalyst, thinner and cleaning solvent as purchased. This limited the types of paints and colors they could offer customers but given the customer needs and production volume at the time, this was a manageable situation.
As the business grew, requests by customers for more exotic forms of paint and colors increased and they realized the need to increase their paint capabilities to compete. In December 2000 they applied for two new permits with The Department of Natural Resources (DNR), one for an air pollution construction permit to install a new state of the art robotic paint line system and the other for the ability to paint small metal parts. This permit modification changed the facility from a minor source of less than 100 tons per year of volatile organic compound emissions to a major source with the potential to emit over 225 total tons.
With the new permit, they not only had to meet the LACT requirements for the painting of plastic parts but now also needed to meet the MACT (Maximum Achievable Control Technology) requirements for the painting of small metal parts. The MACT requirements added a higher level of restrictions to VOC’s per gallon of paint as applied to metal parts. These restrictions were applicable and once again manageable.
Although the new permit allowed them to meet additional painting volume capacity requirements, they observed continued demand by their customers for paints that could not be used under the air permit. Additionally, with the acceptance into the ISO 14001:1996 standards, they realized the need to significantly reduce their VOC emissions.
The Solution

The only way to meet the customer demands and reduce emissions was to evaluate various forms of pollution control technologies. Anguil’s group of engineering experts convened to explore the various control technologies currently available on the market. Consideration was given to equipment/concepts such as:
- Catalytic Oxidizers
- Thermal Oxidizers
- Regenerative Thermal/Catalytic Oxidizers
- Emissions Concentrator Coupled with a Regenerative Thermal Oxidizer
- Microwave VOC Reduction Technologies
- Biofilter VOC Reduction Technologies
The company began to work very closely with the sales and engineering team at Anguil and the DNR to establish the best available control technologies to meet the pollution control requirements. With some simple calculations, Anguil was able to show how a Regenerative Thermal Oxidizer (RTO) would be the most cost-effective control technology for their current and future process demands.
The Result

After thoroughly evaluating several suppliers the company decided to go back to the Department of Natural Resources and request a new air pollution control construction permit to install a Anguil Model 400 / 40,000 SCFM (62,800 NM3/hr) Regenerative Thermal Oxidizer (RTO) for their existing paint operations.
The oxidizer would achieve destruction through the process of high temperature thermal oxidation, converting the VOCs to carbon dioxide and water vapor while reusing released thermal energy to reduce operating costs. Process gases with VOC contaminants enter the oxidizer through an inlet manifold. Dual disk poppet valves direct this gas into energy recovery chambers where the process gas is progressively preheated by the ceramic media beds as they move toward the combustion chamber.
The VOCs are oxidized in the combustion chamber, releasing thermal energy in the structured ceramic media beds that are in the outlet flow direction from the combustion chamber. These outlet beds are heated, and the gas is cooled so that the outlet gas temperature is only slightly higher than the process inlet temperature. Fast acting vertical poppet valves alternate the airflow direction into the ceramic beds to maximize energy recovery within the oxidizer. The VOC oxidation and high energy recovery within these oxidizers reduces the auxiliary fuel requirement and saves operating cost. For example, at 95% thermal energy recovery, the outlet temperature may be only 70`F (40`C) higher than the inlet process gas temperature with an RTO. The oxidizer can reach self-sustaining operation with no auxiliary fuel usage at low VOC concentrations.
Programmable Logic Controllers (PLCs) control the automatic operation of the oxidizer from startup to shut down, so minimal operator interface is required. These controls also provide for remote telemetry to enable the system’s operation to be viewed and altered via remote connections to reduce maintenance costs.
Later that fall the permit was accepted by the DNR for an air pollution control construction permit to install an Anguil Regenerative Thermal Oxidizer. Anguil Environmental Systems was able to complete the design, fabrication, delivery, installation and startup of the RTO so it could go on line early the next year.
After startup of the new RTO, a stack test measured 99% destruction rate efficiency for volatile organic compound (VOC) emissions at 100% capture. This equated to a net reduction of 58 tons of VOC emissions in the first 6 months of operation.
The benefits of installing the RTO included the ability to offer customers a large variety of paints and colors to meet their more unique paint finish requests. Also, the RTO allowed the manufacturer to use previously restricted thinners and paints to better process their products with fewer rejects. This allowed the business to grow and succeed in an increasingly competitive environment and meet the new demands from customers while significantly reducing the amount of volatile organic compounds released into the environment.
Paint Booth Over Spray
Comments Off on Paint Booth Over Spray The Challenge
The Challenge
 The Challenge
The ChallengeA major automotive component supplier needed to control the emissions from its paint spray process. The plant emissions had characteristics common to many paint spray plants: high air flow, low volatile organic compound (VOC) concentration and particulate. The company needed an emission control solution that had low operating costs and that could also fit in their limited space. System reliability was also a major design consideration; since the company is a synchronized delivery partner to the automobile industry, plant downtime or process delays result in expensive fines.
The Solution
After an extensive technical evaluation of the proposed technologies and equipment manufacturers, the customer chose Anguil Environmental Systems to provide a turnkey solution for the VOC and particulate emissions. Anguil recommended an Emissions Concentrator coupled with a Thermal Oxidizer System to effectively process the 120,000 SCFM (190,000 Nm3/hr) of plant exhaust.
The Result
The cost of an emission control system is predominantly based on the volume flow rate of air that needs to be treated. Emissions from paint spray applications have historically been expensive to control because the process requires large volumes of air to maintain the quality of the painted products and to ensure acceptable indoor air quality. Anguil’s Emissions Concentrator technology makes VOC emission control cost-effective because it greatly reduces the air volume that needs to be processed by the oxidizer.
In this case, the Emissions Concentrator reduces the flow rate of process air that needs to be treated by a factor of 15, a major consideration in the capital cost of the system. The high-volume airstream from the water wash paint booths and the curing ovens is passed through the rotor concentrator wheel, where the VOCs are adsorbed in the emissions concentrator rotor, purifying the high-volume airstream. This high-volume air is then exhausted to atmosphere. The concentrator wheel rotates continuously, transporting adsorbed VOCs into a desorption section where they are desorbed into a low volume heated airstream. After being desorbed from the wheel, the air volume has been reduced from 120,000 SCFM (190,000 Nm3/hr) to about 8,000 SCFM (12,700 Nm3/hr) and the VOC concentration of the air stream is increased to about 4,500 ppmv. This low volume, high VOC-laden air is then processed by the oxidizer. By isolating and treating only the contaminated air, Anguil can provide a system with operating costs far lower than alternative emission control systems.
Innovative technologies like the Emissions Concentrator are just part of the solution Anguil provides. Anguil believes a complete solution involves careful analysis of the emission-producing process and engineering that is focused on the customer’s specific application. As always, Anguil worked closely with this customer to identify and solve their key concerns.
System reliability was the first concern for this customer. The plant is a Tier One supplier to the automotive industry and must meet very stringent delivery deadline requirements. Failure to meet a delivery schedule can result in fines of up to $30,000 a minute. One of the reasons Anguil recommended the Emissions Concentrator system is its highly reliable performance. Anguil took extra steps to integrate the system into the existing process and engineered the system with safety controls and advanced Programmable Logic Controls (PLC) for trouble-free operation.
The next design consideration was the tight space restriction. Due to several plant expansions, the facility had reached its legal minimum of parking spaces and nearby residential development meant the company could not purchase additional land. Local zoning restrictions also required the planned equipment to meet strict noise limits. Therefore, the emission control system had to be designed with the smallest possible footprint and with low noise generation. Anguil’s customer-specific engineering accommodated the unique space restrictions with a major advance in Emissions Concentrator/Oxidizer system design. A vertical arrangement that greatly reduces the unit’s space requirements gave the system a footprint that is 70% smaller than the space requirements for the Regenerative Thermal Oxidizer (RTO) proposed by several competitors. Additionally, the design incorporated several sound attenuation features to satisfy the low-level noise requirements.
Another major concern was controlling the high level of particulate in the paint spray exhaust. Particulate control was necessary to protect the concentrator rotor and to satisfy the low particulate emission limit. Anguil supplied a highly efficient filtration system designed for simple, low-cost filter replacements that can be easily changed out during scheduled maintenance.
Anguil’s solution included a complete on-time turnkey installation. The system was seamlessly integrated into the existing process and is exceeding regulatory requirements. Anguil’s combination of proven application-specific engineering and technologically advanced products has led to yet another satisfied customer.
Paint Mixing
Comments Off on Paint Mixing The Challenge
The Challenge
 The Challenge
The ChallengeA company involved in the automotive aftermarket had a paint batch mixing and filling operation that used primers and fillers. They were faced with installing air pollution control equipment to handle the volatile organic compounds (VOCs) emitted by the solvents used in their processes. An independent consultant had determined that total exhaust volume from the facility was 28,000 SCFM (44,940 Nm3/hr) of air and as is often the case with painting operations this air contained relatively low concentrations of solvent vapors. This combination of high exhaust volume and low vapor concentration posed an operating cost problem. In addition, powdered material dumped into the batch mixers generated dust, causing potential OSHA violations and hazards to the operators.
The Solution
After thorough technical evaluation, Anguil Environmental Systems, Inc. was selected and contracted to solve the VOC problem and satisfy EPA requirements.
Anguil analyzed the operation and focused on the composition of the solvents and the high air volume. Of the solvents used, a small portion was methylene chloride. Chlorinated compounds are a potential poison to most catalytic systems and the company’s consultant recommended a thermal incinerator. Anguil recognized that a less expensive alternative to a thermal unit would be an Anguil Chloro-Cat capable of processing the chlorinated compounds. However, Anguil recommended evaluation of alternate compounds to replace the chlorinated organics. Upon investigation, the company chemist determined that all the chlorinated compounds could be replaced with regular organic solvents.
The high air volume was then addressed. One of Anguil’s strengths is our knowledge in capture hooding and air flow reduction techniques. The 28,000 SCFM (44,159 Nm3/hr) of exhaust was originally recommended based on the assumption that all thirteen (13) batch mixing devices could potentially be at their peak mixing and vapor loading capacity simultaneously. Interviewing the facility manager, it was determined that not all thirteen mixers were ever loaded simultaneously.
With this information, Anguil developed and designed an air reduction system after mapping the fugitive VOC’s with a portable FID (Flame Ionizing Detector). This research allowed engineers to determine the areas of high VOC concentration and subsequently design the innovative capture system that drastically reduced the amount of treated air.
The Result
The company had been using floor sweeps as part of their capture system that were up to ten (10) feet away from the mixing devices. The mixing containers had covers that were poor fitting and extremely heavy. The distance between the floor sweeps and the mixing devices was the primary cause of floating dust and escaping vapors. The solution included replacing the floor sweeps and mixing tank covers with a close capture hooding system. Anguil designed a series of aluminum custom fabricated mixing covers with integral flexible duct connectors to draw the vapors and dust directly from the mixers. The added benefit of the close capture hooding was the decrease in air volume necessary to capture the vapors from the VOC source.
Anguil determined that all of the VOC’s from the mixing room could be adequately captured with 9,000 SCFM (14,194 Nm3/hr) of air and that future plans for expansion would not take the exhaust air volume above 12,000 SCFM (18,925 Nm3/hr). Rather than focusing on costly outside make-up air to replace this 9,000 SCFM (14,194 Nm3/hr) of exhaust, Anguil supplied close capture pick-up hoods in the mixing room immediately adjacent to the room containing the fill devices. This air was then transferred or “cascaded” into the adjacent mixing room, creating makeup air. The VOC concentration of this makeup air was well below the Threshold Limit Values (TLVs) but the state regulatory authorities determined that these VOC’s were fugitives and should be destroyed. The air supply was introduced on the far side of the mixing room which helped sweep the vapors across the 120 by 60-foot room towards the pick-up points.
Outside of the building, an Anguil 12,000 SCFM (19,260 Nm3/hr) catalytic oxidizer was supplied and installed on a concrete pad. Prior to entering the catalytic oxidizer, the entire airstream was fed through a two-chamber dust collector to prevent the particulate and dust from masking the catalyst or blocking the oxidizer’s plate type heat exchanger. A precious metal platinum catalyst was supplied to destroy the hexane and toluene organics. Adequate catalyst was supplied to process 9,000 SCFM (14,194 Nm3/hr) and as the facility capacity increased, more catalyst would be added. Due to the well-designed air reduction strategy, Anguil saved the customer tens of thousands of dollars on their pollution control system while achieving compliance.
Wind Turbine Manufacturer Implements Clean Air Initiative
Comments Off on Wind Turbine Manufacturer Implements Clean Air Initiative The Challenge
The Challenge
 The Challenge
The ChallengeWhen you think about generating electricity from wind, clean energy comes to mind. However, the wind turbine production process can be a major source of air pollution without the proper controls in place. Manufacturing and painting the blades, towers, and nacelles requires composite construction material and solvent-based coatings. The potential to emit Volatile Organic Compounds (VOCs) and Hazardous Air Pollutants (HAPs) such as xylene, ethyl benzene, styrene, and phenol into the atmosphere is a major concern for communities and regulatory agencies.
The Solution
One of the world’s largest turbine manufacturers is doing their part to keep wind power a truly clean source of energy. With the expansion of several new production lines, the company enlisted help from Anguil Environmental Systems to ensure proper air pollution control from their component painting processes in The United States.
 The Result
The Result
 The Result
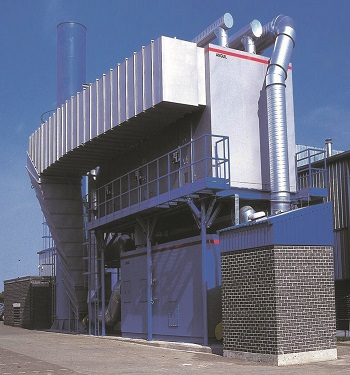
The ResultApproximately 40,000 SCFM (64,200 Nm3/hr) of solvent-laden air is diverted from multiple paint booths to an Anguil Regenerative Thermal Oxidizer (RTO), which destroys over 99% of the air pollutants. Similar to the RTO shown here, this system incorporates pre-filters to stop overspray from plugging the oxidizer ceramic media. Designed for 95% thermal efficiency, the Anguil RTO can self-sustain at low concentration levels, which reduces the need for auxiliary fuel.
Demand for renewable energy is on the rise, and experts predict that 70 to 80 new wind turbine blade factories could come online throughout the world in the next decade. With multiple systems on applications such as this, Anguil’s experience makes them the preferred vendor for emission control systems in the wind turbine market.