







Anguil Announces Industrial Internet of Things (IIoT) Platform, Seeks Pilot Customers
Leave a CommentAnguil has announced the launch of their Industrial Internet of Things (IIoT) software platform and is now seeking participants for their pilot program. Unlike the Internet of Things (IoT), which largely centers on consumer devices, IIoT focuses on bringing connectivity and data exchange capabilities via an internet connection to industrial and manufacturing contexts.
Anguil’s IIoT software platform is tailored specifically for enhancing operational transparency and reporting capabilities for environmental pollution control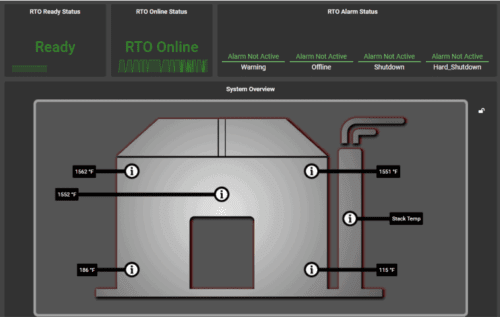 equipment. Anguil partnered with Siemens to leverage their Mindsphere® software, which provides exceptional data security and complex development components and tools, allowing Anguil to develop a sophisticated, flexible, and data secure IIoT solution. Anguil’s IIoT platform is designed to leverage existing equipment data to improve performance, lower maintenance costs, and prevent unplanned downtime through graphical overviews, KPI dashboards, live trending, and document repositories.
equipment. Anguil partnered with Siemens to leverage their Mindsphere® software, which provides exceptional data security and complex development components and tools, allowing Anguil to develop a sophisticated, flexible, and data secure IIoT solution. Anguil’s IIoT platform is designed to leverage existing equipment data to improve performance, lower maintenance costs, and prevent unplanned downtime through graphical overviews, KPI dashboards, live trending, and document repositories.
According to Richard Oakes, Client Manager and IIoT Business Development Manager, the timing couldn’t be better for Anguil’s IIoT solution: “IoT has disrupted and transformed widespread consumer markets. Why should the environmental pollution control industry be any different? The industry has been mature for a long time – the next logical step is advanced automation and controls. Until now, there really hasn’t been much out there for environmental managers looking to modernize their environmental equipment management strategy. Our IIoT platform is a game changer for them.”
To further test and enhance their IIoT platform, Anguil is seeking industrial facilities with existing environmental technologies to participate in a pilot program. Participants partner with Anguil to integrate the IIoT platform with their environmental equipment for a six-month period, providing feedback on the existing interface and input on desired functionality. To qualify as a pilot participant, Anguil is seeking facilities willing to provide Anguil’s IIoT team technical access to their system control panel. Besides minimal set-up costs, there is no cost to participate as a pilot customer and no long-term obligation. At the end of the pilot program, participants will be offered the option to continue IIoT services or to end the engagement with no pressure to purchase.
For more information on Anguil’s IIoT capabilities and to apply to the IIoT Pilot Program, go to https://anguil.com/engineering-services/industrial-internet-of-things-iiot.
Anguil Environmental Systems Private LTD Celebrates Grand Opening of India Office
Leave a CommentAnguil is thrilled to announce the official inauguration of the Anguil Environmental Systems Private LTD headquarters in India.

Anguil Environmental Private Ltd employees and vendors gather to celebrate the office opening
Since 1978, Anguil has been a burgeoning leader in the global air and water pollution control markets. In response to increased demand for its environmental technologies and services, Anguil Environmental Systems Inc. (Anguil) formed a wholly owned Indian subsidiary, Anguil Environmental Systems Private LTD, in June of 2020. Since formation, Anguil’s Indian office has been busy leveraging well-established partnerships and building on a favorable reputation based on several existing installations throughout India. Anguil is now thrilled to announce that the growing India team has officially inaugurated the new the Anguil Environmental Systems Private LTD headquarters located in Gujarat.
Located in the Atlantis Heights neighborhood in Subhanpura, the office is in a prime location for doing business within the Vadodara metro area. The office location is key to strategic growth and an unparalleled customer experience ― Gujarat is a hub for chemical, petrochemical, and pharmaceutical companies. With an office in Vadodara, Anguil India’s team can leverage proximity to customers to meet their needs. Additionally, key vendors such as fabricators and component suppliers are located within five miles and the airport is located approximately 3 miles from the office.
The Celebration
The inauguration was marked with an office gathering and a special celebration. The day of the inauguration, September 3rd, 2021, was also the Ekadashi holiday. Ekadashi is an auspicious day in Hindu culture. It takes place on the eleventh day of the two lunar cycles of the month. Spiritually, Ekadashi symbolizes eleven senses constituting five sense organs, five action organs and one mind. People observe a fast to mark the day by controlling the eleven senses and consuming only permitted foods and refraining from others.

The celebration featured an extensive spread of Indian food and time for worship.
As a part of our inauguration day celebration, worship was conducted at the office. A priest was invited to help conduct worship. Key partners of Anguil India, including our fabricators, were invited to the festivities. The gathering included an extensive spread of food and time of fellowship together.
The Office
The office is located on the 6th floor of a 12-story building in a prime commercial area with many nearby corporate offices representing the information technology, pharmaceutical, and chemical industries. The office, which is designed to serve as a center point of all business activities, will help integrate sales, engineering, project management, and service functions at one single location.
Having an established company in the local Indian market allows Anguil technologies to be manufactured utilizing local resources while avoiding substantial international freight costs and duties. Customers can expect a responsive, single source provider for their specific pollution control needs. With a dedicated local team of technical sales, engineering, and service resources at the ground level, the company seeks to serve the nation with the best technology at affordable price.
Congratulations to the Anguil India team on this special milestone in our growth into the India market.
Meeting Pollution Control Compliance Through System Design & Engineering
Leave a CommentAnguil’s pollution control technologies have been used for cleaner air, water, and energy in a wide range of manufacturing applications across almost every industry. The need to comply with pollution control regulations goes beyond ESG (Environmental, Social and Corporate Governance), as non-compliance with pollution control regulations can be extremely costly for businesses from many aspects.
The use of the proper pollution control technologies can lead to smaller overall production costs through energy-efficient design and reliable construction practices. Solutions from Anguil can lead to a dramatic reduction in costs as well as seamless integration through our expertise in system design and engineering.
Your Business, Your Process
Our designs combine widely used products with innovative, custom-engineered solutions. We aim to work closely with you to tailor our systems to your unique business needs. Ultimately, this means our systems can help you reduce overall costs, minimize non-compliance issues, and decrease your environmental footprint.
We employ a team of skilled engineers from a wide cross-section of disciplines, including mechanical, structural, environmental, and electrical engineering. This diversity allows us to deliver a tailored service whereby we can address a wide range of process needs. 
Reliability of Design
It is extremely important to clients that our pollution control technology system designs are at the highest standard, and operational in a timely fashion. Throughout our system design, we use a gate process that allows us to ensure that each stage meets full quality control requirements before proceeding.
This allows us to ensure that our system design and engineering leads to maximum customer satisfaction from engineering through to commissioning. Our quality assurance team consistently monitors our processes to ensure we are meeting our core values of continuous improvement and enhanced customer experience.
Examples of Anguil’s System Design and Engineering in Practice
In recent times, the Chinese government has been increasing the restrictive nature of environmental protection regulations. In Shanxi Province, China, a mining company wanted to adopt a new technology to convert ventilation air methane (VAM) into usable energy. Anguil’s system design and engineering expertise was used to recommend the Regenerative Thermal Oxidizer (RTO) technology which destroys emissions while using waste heat to generate energy. Anguil’s system design and engineering of the RTO also means that no auxiliary energy is necessary for combustion as long as minimal methane concentrations are maintained.
Anguil’s expertise in system design and engineering allowed us to work with a coil coating facility to generate steam and savings using waste heat. The facility wanted to minimize their exhaust air temperature and operating costs using an RTO.
The customer was able to utilize a large airflow and high exhaust temperature to create energy recovery measures and optimize processes while minimizing operating expenses. As the process needs a lot of steam this would provide a much-needed resource via energy recovery. Anguil installed an air-to-steam waste heat recovery boiler to recover exhaust waste heat from the natural gas-fired thermal oxidizer and created 25 psig of steam. This system design and engineering expertise led to the facility saving $216,770 per year, paying for itself within six months.
At Anguil we are always looking for ways to enhance our system design and engineering processes to ensure that we attain exceptional customer satisfaction. To find out more, contact us today.
Pollution Control Technologies—Driving Uptime, Meeting Compliance & Reducing Operating Costs
Leave a CommentAir and water pollution can have a significant detrimental impact on both human health and the environment. Non-compliance with pollution control regulations can be both time-consuming and expensive. Your company could be given increasingly large financial penalties for not meeting regulation standards, resulting in higher overall costs for your company.
Soil Remediation at Superfund Sites across the USA
Leave a CommentSevere soil contamination is a major cause for concern that can have a harmful impact on human health. The U.S. Environmental Protection Agency (EPA) regulates the levels of pollution in soils to protect the environment and reduce the likelihood that people will come into contact with harmful contaminants. Sites that are severely polluted can be remediated using a choice of pollution control technologies, and the EPA rigorously enforces the need for soil remediation as part of the Superfund program.
How to Select the Right Pollution Control Technologies
Leave a CommentAir pollution can cause both long- and short- term effects on human health, damage to property and decrease atmospheric visibility. Air pollution can also have serious environmental effects, causing damage to the ozone layer, forests, and animal habitats.
term effects on human health, damage to property and decrease atmospheric visibility. Air pollution can also have serious environmental effects, causing damage to the ozone layer, forests, and animal habitats.
The Power of Many – Expanding Possibilities of Remote Connection
Leave a CommentEstablishing a Remote Connection to your oxidizer is one of the most critical service enhancements you can make.
Manufacturers understand that establishing a remote connection with pollution control systems and process equipment is essential for business continuity. For Anguil clients with remote connection capability, it is both a lifeline during system upsets as well as a “force-multiplier,” akin to getting the experience and knowledge of several engineers on site for the price of one.
How is Remote Connection Typically Used?
Anguil generally uses remote assistance in our Field Service and Engineering departments to connect with equipment controls and make program changes or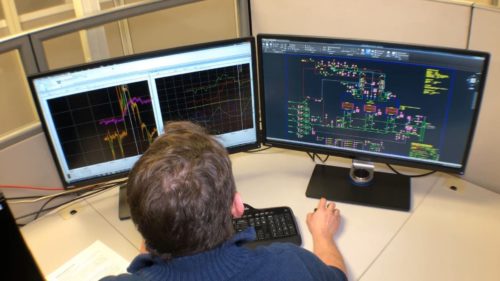 perform troubleshooting. Essentially, we can do many things remotely and have the same result as standing at the control panel onsite, such as watching the machine in operation, seeing alarms happen, and diagnosing issues. Once connected to a customer’s PLC, Anguil can monitor all connected instrumentation. Using this information, we can troubleshoot issues including operational efficiency and the inability to start or operate the equipment.
perform troubleshooting. Essentially, we can do many things remotely and have the same result as standing at the control panel onsite, such as watching the machine in operation, seeing alarms happen, and diagnosing issues. Once connected to a customer’s PLC, Anguil can monitor all connected instrumentation. Using this information, we can troubleshoot issues including operational efficiency and the inability to start or operate the equipment.
We can accomplish even more equipment troubleshooting if the customer has an employee we can direct on what to physically check. In these cases, we can solve problems very fast, saving a potentially costly service visit or solving an equipment emergency when time cannot wait for the arrival of our service personnel.
Remote Connection in Uncertain Times
While remote connection has been a standard inclusion with Anguil equipment for many years, it gained elevated significance during global pandemic uncertainty when travel and many businesses were shut down. While Anguil remained open as an essential business, remote connection enabled us to stay connected to our customers and even support them in new ways, including “site” supervision.
For almost every aftermarket project requiring equipment work, Anguil sends a Field Service Engineer (FSE) to site for project supervision. However, during the COVID-19 global pandemic, Anguil was unable to go to a customer’s site due to COVID-19 safety restrictions at the plant. The project was a complex internal heat exchanger replacement, which required the removal of a large portion of ductwork attached to the system, electrical, and structural steel. This undertaking normally would have required an FSE onsite for up to a month.
The pandemic restrictions certainly presented a challenge to our aftermarket team, but at Anguil, we do whatever it takes to deliver for our customers.
Remote Connection Saves the Day in a New Way
Fortunately, the customer had remote connection established with Anguil. Our Aftermarket team decided to leverage this capability in a new way: remote installation supervision. With the customer onboard, our team strategized on the best execution strategy. A technical and mechanical package was put together
for the contractor to follow and conversations during the installation were on an as required basis. Most importantly, the remote installation approach offered additional flexibility with staffing: instead of assigning an FSE for project supervision, the Aftermarket team assigned the Project Engineer.
There were multiple benefits to this approach as the Project Engineer has much more intimate knowledge on the work being done. He completed many Solidworks models and drawings to guide the customer on how to remove and replace the heat exchanger. The Anguil Engineer was also able to monitor their
progress remotely at various points with a check in video call and resolve technical issues with the customer at their pace. At the same time, sending the Project Engineer to site to supervise would not be ideal for Anguil or our other Aftermarket customers as he could not keep up on his other projects while on site.
Remote installation supervision also softened the blow of other project complications. The customer faced many personnel and weather issues during installation. COVID-19 shut the plant down in the middle of the project for two weeks. A snowstorm shut the plant down for a couple days. If Anguil had an FSE onsite during this time, they would have been stuck in a hotel for that amount of time.
Across the board, leveraging remote connection was a win-win for everyone. Due to the nature of this project and the savings incurred during remote assistance, Anguil was able to issue a credit to the customer worth over $12,000! The heat exchanger installation was successful and the customer was very pleased.
Interested in Remote Connection for Your Oxidizer System?
Remote connection capability is not just for Anguil systems! With a simple evaluation, Anguil can determine what needs to be done to get your oxidizer connected to our team of experts. Once online access is established, we can troubleshoot existing issues and help prevent future malfunctions. Get in Touch with Anguil’s Aftermarket team to learn more about adding remote connection capabilities.
How Do Regenerative Thermal Oxidizers Work
Leave a CommentEffective air pollution control is important in modern industrial facilities where the goals of ensuring regulatory compliance, minimizing environmental impacts, and maintaining a healthy bottom line, are all closely interlinked.
Staying Ahead of Evolving EtO Regulations
Leave a Comment EtO is everywhere – in the news, on the minds of the community, and at the forefront of regulators attention.
EtO is everywhere – in the news, on the minds of the community, and at the forefront of regulators attention.
 EtO is everywhere – in the news, on the minds of the community, and at the forefront of regulators attention.
EtO is everywhere – in the news, on the minds of the community, and at the forefront of regulators attention.Are you ready for the increased compliance challenges?
Why is everyone talking about ethylene oxide (EtO)? According to recent scientific studies, EtO is a more dangerous carcinogen than previously thought. Results from the latest National Air Toxics Assessment (NATA) have made EtO an increased focus of concern for the EPA and state regulators. For sterilization companies, this understandably makes you concerned about the safety of your employees and community, as well as your reputation.
In many cases, the traditional abatement technologies such as wet scrubbers and dry sorbents cannot meet the new EtO destruction requirements.
How does your abatement strategy measure up? How do you ensure that your abatement technology is up-to-date and meeting compliance requirements? With so much to lose, why take the risk with an unproven supplier?
A Proven EtO Abatement Equipment Design
Catalytic Oxidizers are one of the most widely accepted control technologies available to control VOC emissions from the EtO sterilization processes. Combining our flagship catalytic oxidizer with a peak shaver, Anguil’s EtO abatement systems have helped clients achieve 99.99% destruction efficiency and limited EtO concentrations to under one part-per-million by volume.
Combining our flagship catalytic oxidizer with a peak shaver, Anguil’s EtO abatement systems have helped clients achieve 99.99% destruction efficiency and limited EtO concentrations to under one part-per-million by volume.
Anguil systems ensure zero leakage of EtO from the oxidizer and safe operation by integrating the peak shaver, a packed tower counter-flow water scrubber that absorbs ethylene oxide gas into the water by ensuring a high contact area between the gas and the water, preventing unsafe, high concentration conditions.
Sterilizers cannot afford to take the risk on an unproven company. We are proud of our reputation in the industry and our solutions that help ensure safer communities and sterilization operations. Learn more about our sterilization solutions here.
ANGUIL SYSTEM DESIGN FEATURES
- FLEXIBILITY: Base Metal Catalyst offers a large operational temperature window for flow and concentration variations
- COMPLIANCE: Horizontal Catalyst Tray Configuration avoids catalyst bed bypassing per NESHAP requirements
- PERFORMANCE: Leak-and-Dye Tested Shell & Tube Heat Exchanger guarantees 0% leakage of VOC-laden air into clean airstream, reduces operational costs
- SAFETY: Induced Draft Fan functions as a failsafe to prevent leakage into work environment
- DURABILITY: 304L SS Construction With Outer Aluminized Steel Frame increases equipment life, provides low-cost maintenance
- EASE OF USE: PLC With Human Machine Interface and Remote Connectivity System troubleshooting, alerts operator of equipment shutdowns
- ON SCHEDULE: Pre-Assembled, Wired, and Tested Prior to Shipment, can be installed within tight time restrictions due to high production levels
- EVEN, SAFE VOC LOADINGS: Integrated Peak Shaver evens out fluctuations in contaminant levels to a steady state, preventing unsafe, high concentration conditions
Anguil Announces Multi-million Dollar Order for EtO Sterilization Plant
Starting 2021 strong, Anguil announced a multi-million-dollar order for a 15,000 SCFM Catalytic Oxidizer with a Peak Shaver for a new ethylene oxide (EtO) sterilization plant. Anguil’s diversity of experience and wide breadth of technology offerings make us the popular industry choice for the nuanced and varied needs of the pharmaceutical industry where compliance is critical.
Learn more about our solutions for the pharmaceutical industry.
Have an Existing EtO Abator?
If you already have a pollution abatement system on your EtO process, Anguil’s suite of Aftermarket Services can ensure your equipment is optimized for highest performance, compliance and lowest cost of ownership. We are ready to deliver our “never walk away” industry-leading customer experience with the following services:
highest performance, compliance and lowest cost of ownership. We are ready to deliver our “never walk away” industry-leading customer experience with the following services:
General Services
- 24/7 Emergency Service
- Routine or Troubleshooting Visit
- Operator Training
- Wastewater Treatment System Maintenance
Retrofits & Upgrades
- Increased Air or Water Flow Capacity
- Improved Destruction Efficiency
- Controls Enhancements
Preventive Maintenance
- Preventive Maintenance Evaluations
- Maintenance Contracts
- Predicative Maintenance Monitoring
Spare Parts
- Individual Spare Parts
- Recommended Spare Parts Packages
- Catalyst & Media
Explore Anguil’s Aftermarket Solutions.
Anguil’s engineers will diligently analyze your challenges and requirements to recommend a comprehensive, turn-key compliance solution. Our suite of quality engineered, air pollution control technologies will efficiently solve your pollution control challenges no matter the complexity. Contact Us to get started with your application.
Webinar: Empowering Environmental Technologies with the IIoT
Leave a CommentWebinar: Empowering Environmental Technologies with the Industrial Internet of Things (IIoT)
When: Wednesday December 2, 2020 / 1:00 PM – 2:00 PM CDT (2pm ET / 11AM PT)
Presented by Environmental Energy + Leader, Anguil Environmental is partnering with Siemens to discuss exciting developments in the world of technology and environmental equipment: Empowering Environmental Technologies with the IIoT.
What is the Industrial Internet of Things (IIoT)?
Anguil’s control systems already provide the safest, most efficient, and highly reliable operation while integrating smoothly into existing plant operations. Anguil is now trailblazing the technological advancement of environmental equipment with the Industrial Internet of Things (IIoT) to improve safety, reliability, and maintenance efforts.
 This functionality allows personnel inside and outside the plant to communicate with your abatement system using native programming and an internet connection. Real-time data logging, event reporting, and alarm notification are just some of the benefits to IIoT. It is one of the easiest ways to expedite troubleshooting, reduce downtime, and enhance the value of routine preventive maintenance.
This functionality allows personnel inside and outside the plant to communicate with your abatement system using native programming and an internet connection. Real-time data logging, event reporting, and alarm notification are just some of the benefits to IIoT. It is one of the easiest ways to expedite troubleshooting, reduce downtime, and enhance the value of routine preventive maintenance.
What will you learn in this webinar?
- How can you be sure your environmental technologies are in compliance?
- What is the risk of not leveraging sensors and smart devices in decision making?
Manufacturing facilities are increasingly being designed with sensing devices that employ a central control system to remotely monitor and adjust equipment within the plant and beyond. The transparency provided via the IIoT (Industrial Internet of Things) allows companies to analyze and predict machine behavior to optimize production and processes remotely. However, there are costs, time considerations, and potential pitfalls in system selection and implementation. Plant managers, engineers, and production personnel must carefully consider safety, security, and usability of each remotely monitored device. Compliance adds another layer of complexity when talking about IIoT for environmental technologies.
This webinar will examine, in detail, all the benefits and potential hurdles that industrial facilities should evaluate when implementing remote monitoring on environmental technologies.