







Mobile Remediation System
Comments Off on Mobile Remediation System The Challenge
The Challenge
A large consulting and contracting firm owns and operates several ex-situ Thermal Desorption Units (TDUs). Each single-load unit has the capacity to desorb 15 tons of soil per hour at a temperature of 400°F – 900°F (204°C – 482°C). These TDUs have been designed to operate on both chlorinated and non-chlorinated contaminants. They are also approved for use under the Resource Conservation and Recovery Act (RCRA) and Comprehensive Environmental Response, Compensation and Liability Act (CERCLA) as well as private industry sites. Since each TDU has the flexibility to operate on standard hydrocarbon and halogenated hydrocarbon applications, the selected pollution control system has to share this flexibility. Due to varying environmental regulations throughout the country on Hydrogen Chloride (HCL), the selected pollution control system also had to eliminate any HCL generated by the oxidation of chlorinated compounds. Finally, the control systems portability was a crucial factor since this contractor’s profitability is based upon how quickly the system can be mobilized, operated and then demobilized for movement to the next site.
The Solution
The lack of inexpensive natural gas feeds at many of these sites dictated the use of propane as a fuel source for the oxidation technology. Because thermal oxidation requires operating temperatures between 1600°F – 2000°F (871.1°C – 1093.3°C) , the customer was concerned that this technology would lead to unacceptable fuel and operating costs. After examining various capital equipment options and the corresponding operational costs, the consulting engineer recognized the benefits of a catalytic oxidizer which operates at much lower combustion temperatures. After a thorough technical evaluation and bid process, Global Technologies was selected to solve their VOC problem by providing a mobile treatment package, complete with a Chlorinated Catalytic Oxidizer (Chloro-Cat TM) and HCL scrubber package.
The Result
Global’s experience with chlorinated catalytic oxidation and HCL treatment prior to the initiation of this project was extensive. At this point, Global had installed over 30 such systems to treat chlorinated streams from Soil Vapor Extraction (SVE) and airstripper sites. This experience proved invaluable in designing and implementing the proper solution. Each rotary kiln or TDU could be expected to exhaust up to 5,000 SCFM (8,025 Nm3/hr) of desorption air at a temperature between 400°F – 900°F (204°C – 482°C) and a chlorinated VOC concentration of 3,000 ppmv. Utilization of a high-temperature baghouse dust collector on the TDU skid removed concerns associated with dust or dirt plugging of the monolithic catalyst cells.
Global utilized an induced draft FRP fan on the back end of the treatment package due to the high temperature, highly saturated exhaust from the TDU. As with all Global chlorinated catalytic systems, a 316L stainless steel shell and tube heat exchanger was installed in the 316L stainless steel reactor. The chlorinated catalytic system was designed to provide 99% destruction efficiency at a temperature of 500°F – 850°F (260°C – 454°C) to reduce auxiliary fuel usage. Safety systems were installed to ensure no HCL condensation or system corrosion.
The 50′ drop deck trailer, upon which the chlorinated system was mounted, also incorporated a Liquid Propane Vaporizer, a storage area for equipment transport, and an HCL Scrubber capable of 99.9% HCL removal in both caustic and pure water mode.
The most recent compliance testing of this turnkey package demonstrated over 99% destruction of all compounds. The result is another satisfied Anguil client.
Chlorinated Groundwater Treatment
Comments Off on Chlorinated Groundwater Treatment The Challenge
The Challenge
 The Challenge
The ChallengeA Fortune 50 company implemented a remediation system to collect and treat polluted groundwater from a site in Central New York and prevent impacted groundwater from flowing into local waterways. An engineering and construction firm (EPC) was hired to design and build an effective, efficient groundwater treatment system. Primary treatment of the polluted water was to be accomplished using air strippers and the effluent then sent to a separate offsite facility for final treatment. The VOCs liberated from the groundwater by the air strippers, including benzene, chlorobenzene and dichlorobenzene, require treatment before being released to the atmosphere.
The design-builder required an air pollution control system which could destroy 99% of the VOCs and safely remove any of the resultant inorganic acid gasses that would be formed. As this was a long-term project, the VOC control system needed to be highly reliable and provide low operational costs.
The Solution
After a thorough evaluation, the design-build consultant selected Anguil to provide the VOC treatment solution. Anguil’s extensive engineering support, industry-leading reliability, and history of solving difficult halogenated destruction problems around the world made them the obvious choice. Anguil engineers recommended a Model 50 Regenerative Thermal Oxidizer (RTO) with an Acid Gas Scrubber. The system is capable of processing up to 5,000 SCFM (8,025 Nm3/hr) of VOC-laden air while providing 99% VOC destruction efficiency and 99% removal by weight of Hydrochloric Acid.
The Result
Anguil’s engineering resources and experience processing halogenated contaminants were crucial to this project. In the Anguil two chamber RTO, polluted air is preheated as it passes over ceramic media beds located in the energy recovery chamber. From there, the process air moves into the combustion chamber where the Volatile Organic Compounds (VOC) are oxidized. Heat from the hot air stream is then recovered by the second ceramic media bed before being exhausted to the acid gas scrubber. A flow diverter poppet valve switches the airflow direction so both energy recovery beds are fully utilized, thereby reducing the auxiliary fuel requirement as much as possible. Anguil’s two chamber RTO is designed to achieve a heat recovery of 95% TER and results in significantly lower operating costs than other thermal oxidation technologies.
 After exiting the RTO, the acid gas laden air is processed through a countercurrent wet scrubber that removes and neutralizes inorganic acids. In the scrubber, a quench system first brings the air temperature down via evaporative cooling by spraying water into the air stream. The cooled air then leaves the quench and enters the bottom of a countercurrent packed tower scrubber. In the tower, a recirculating solution of caustic water is sprayed into the top of the tower and cascades down over the packing material. Any acid gasses remaining in the air stream are absorbed into the water and neutralized by the caustic solution into a salt (brine) solution. To replenish the neutralizing agent, sodium hydroxide solution is added to the recirculating water through pH controls. Similarly, as the brine solution concentrates, ORP/conductivity controls allows saltwater blowdown to leave the system and adds fresh make-up water as necessary.
After exiting the RTO, the acid gas laden air is processed through a countercurrent wet scrubber that removes and neutralizes inorganic acids. In the scrubber, a quench system first brings the air temperature down via evaporative cooling by spraying water into the air stream. The cooled air then leaves the quench and enters the bottom of a countercurrent packed tower scrubber. In the tower, a recirculating solution of caustic water is sprayed into the top of the tower and cascades down over the packing material. Any acid gasses remaining in the air stream are absorbed into the water and neutralized by the caustic solution into a salt (brine) solution. To replenish the neutralizing agent, sodium hydroxide solution is added to the recirculating water through pH controls. Similarly, as the brine solution concentrates, ORP/conductivity controls allows saltwater blowdown to leave the system and adds fresh make-up water as necessary.
The specified vapor treatment system included several design features that ensure safe and effective operation in the expected environment. First, an induced draft arrangement was utilized where the process fan is located downstream of the scrubber. An induced draft arrangement is preferred for halogenated applications because it creates a negative air pressure through the entire system where acid gasses are present, minimizing the potential leaking of corrosive gasses which can be forced out of a system under positive pressure. Leakage of s corrosive acid vapors produced by the RTO from the oxidation of halogenated hydrocarbons from equipment connections and penetrations y can corrode the outer shell of the equipment and surrounding environment, as well as posing human health and safety concerns.
Special consideration was given to the materials of construction to ensure performance and reliability in the corrosive environment. Upgraded materials of construction selected for key areas of the RTO are field-proven from Anguil’s many halogenated installations. For example, RTO outer reactor shells were constructed of carbon steel but internally coated with a specialty coating to resist hydrochloric acid corrosion from the inside out. Poppet valves were fabricated from a high nickel alloy, while transitions from the RTO outlet plenum and the acid gas scrubber quench were constructed of hastelloy. The scrubber tower, sump and stack were all fabricated out of FRP (Fiberglass Reinforced Plastic).
Equipment location at the facility was carefully selected to reduce installation costs and minimize equipment downtime. The scrubber was installed inside the treatment building, eliminating the concern of freezing during cold months and costs associated with winterization. The oxidizer was placed outdoors adjacent to the treatment building and near the scrubber system to eliminate extensive ductwork runs.
Anguil’s understanding of the customer’s unique requirements and engineering knowledge of the detailed process conditions resulted in an efficient and reliable system and ultimately another satisfied Anguil customer.
Flexographic Printer: Efficient Emissions
Comments Off on Flexographic Printer: Efficient Emissions The Challenge
The Challenge
 The Challenge
The ChallengeControl of air emissions has become an important issue that flexible packaging converters must consider when changing or upgrading equipment. A producer of printed shrink films, bags and pouches for a diverse range of applications addressed its emissions in 1991 and 1996 by investing in two Anguil catalytic oxidizers to control the EPA-regulated air emissions generated in their various processes.
But when the company decided to purchase a new 10-color gearless press to increase capacity and capability years later, management knew they also needed to determine if an alternate technology would reduce their operational costs compared to their two catalytic oxidizers.
The Solution
Having supplied the original catalytic oxidizers, the customer contacted Anguil Environmental to analyze the most cost-effective and compliant way to replace the two aged systems. After an analysis, Anguil recommended replacement of the existing equipment with a single 25,000 Regenerative Thermal Oxidizer (RTO).
The Result
RTOs Replace Catalytic Oxidizers
Though the catalytic units were a logical choice at the time of purchase, technological advances in the ensuing years had caused the RTO to become a much more viable abatement strategy.
Now 15-20 years following the original catalytic oxidizer installations, the customer and Anguil’s objectives were to:
- Achieve destruction of 98 percent of the Volatile Organic Compounds (VOCs) in the press exhaust
- Fit the system into limited space
- Complete the tear-out and subsequent installation in just six days
The operation of the RTO is considerably different from the existing catalytic units. The oxidizer consists of two reinforced, insulated chambers filled with high temperature structured ceramic energy recovery media. The oxidizer utilizes a burner to maintain the oxidation temperature. Located beside the energy recovery chambers are diverter valves and air duct plenum passages, which allow the press exhaust to be diverted into and out of the oxidizer in either a clockwise or counterclockwise mode. The directional mode is controlled by a PLC, which changes the direction of airflow at regular intervals to optimize system efficiency.
 The RTO in Action
The RTO in Action
In operation, solvent laden air (SLA) enters the oxidizer via an energy recovery chamber where the high temperature ceramic heat transfer media preheats the SLA prior to introduction into the oxidation chamber. As the SLA passes up through the bed, its temperature rapidly increases. After the chemical oxidation purification reaction occurs, the hot, clean, outgoing gas heats the exit energy recovery bed. In order to maintain optimum heat recovery efficiency, the SLA flow direction is switched at regular intervals by the automatic diverter valves on demand from the PLC control system. This periodic flow direction shift provided a high thermal efficiency to minimize customer operational cost.
With sufficient concentration of hydrocarbons in the process air stream, the heat energy content of the VOCs will result in self-sustained operation with no auxiliary fuel usage.
Features that are specific to the RTO include:
- High volumetric turn-down capability, enabling the control of multiple presses and the reduction of operating cost.
- Thermal energy recovery of 95 percent or higher, allowing self-sustaining operation with no auxiliary fuel usage at levels as low VOC exhaust concentrations..
- Customized thermal energy recovery media, providing low-pressure drop and low electrical cost.
Anguil’s vast experience, gained after supplying more than 2,000 successful systems around the world, provided the confidence necessary for this customer to choose Anguil as their continued VOC control supplier for three decades and counting. Anguil was able to modify its standard RTO design to fit into the space provided and to execute tear-out and new installation within a short timeline. The result was a system that exceeded the 98 percent destruction efficiency objective while lowering operating cost by more than 60 percent.
Converter Finds Affordable Compliance Solution
Comments Off on Converter Finds Affordable Compliance SolutionTHE CHALLENGE

Utilizing abatement units is not just about increasing production for Fredman Bag’s president, Tim Fredman Jr. Recent expansions have had his company making major investments in their air pollution control equipment not only to meet Environmental Protection Agency (EPA) regulations, but also to keep their reputation as a good neighbor.
Fredman Bag purchased a new, eight-color, gearless CI-flexo press from Uteco Converting to adapt to their customers’ growing needs, by enhancing their product offering and delivery capabilities. The gearless press runs at faster speeds with a higher resolution, printing a superior-quality product and increasing production by nearly 40%.
The volatile organic compounds (VOCs) and hazardous air pollutants (HAPs) emitted by a printing press are not only harmful to the environment but also people. Fredman Bag had been using an Anguil 6,000 SCFM (9,630 Nm3/hr) catalytic oxidizer as an effective means of air pollution control before their expansion. With the increase in emissions and flow from the new press, the existing 10-year old oxidizer could no longer keep up. After serious consideration, Fredman Bag turned to Anguil Environmental Systems again to address their pollution control needs.
THE SOLUTION
Anguil’s application-specific engineering stressing air volume reduction, energy-efficiency and improved emissions capture provided an affordable and flexible solution. Taking into consideration future growth, a 12,000 SCFM (19,260 Nm3/hr) regenerative thermal oxidizer (RTO) was selected to ensure current and future regulatory compliance.
The Anguil two-chamber RTO heats exhaust air from the printing presses as it passes through beds of ceramic media located in an energy recovery chamber. The process air moves from the recovery chamber toward the combustion chamber, where the VOCs are oxidized, releasing energy into the second energy recovery chamber. A diverter valve switches the airflow direction so both energy recovery beds alternately store and release energy to minimize operating costs by reducing any auxiliary fuel requirement. This system is designed for heat recovery of over 95% and is self-sustaining, requiring little auxiliary fuel even with low VOC loadings.
This energy-efficient recovery means the Anguil RTO offers lower operating costs over other emission treatment methods. As a result of Fredman Brag’s decision to use the energy-efficient Anguil oxidizer, the company was eligible for Wisconsin Energy’s Focus on Energy program. The incentives they received allowed them to go ahead with the project sooner than they had initially hoped.

THE RESULT
Lost production was another concern for Tim Fredman, Jr. Anguil took careful measures to ensure that there were no disruptions in Fredman Bag’s process. By utilizing existing ductwork, preparing accordingly, and coordinating with the customer, Anguil was able to install the complete system in under three days. The oxidizer was delivered to Fredman Bag on a Thursday during a scheduled maintenance shutdown. Installation was complete by Saturday, and start-up was done that same day. This rapid and well-prepared installation saved the converter from any costly downtime.
The Anguil system can be monitored and controlled remotely 24/7 for ease of troubleshooting and adjustments. This new remote access eliminates unnecessary service calls. The unit has a high volumetric turndown capacity to minimize operating costs during process idle, downtime, or on weekends. The Anguil oxidizer has been operating maintenance-free at a 99% destruction rate efficiency since start-up. A trouble-free air pollution control system allows Tim Fredman Jr. to concentrate on production and sales, knowing his company complies with environmental regulations.
RTOs Leave Nothing Hap-Penstance
Comments Off on RTOs Leave Nothing Hap-Penstance The Challenge
The Challenge
 The Challenge
The ChallengeThe United States EPA promulgated a ruling in 40 CFR, imposing strict new standards to reduce emissions of toxic air pollutants from the manufacture of pharmaceutical products, including prescription and over-the-counter drugs. The agency’s rule was intended to reduce emissions of a number of air toxins and hazardous air pollutants (HAPs), including methylene chloride, methanol, toluene and HCI. It was estimated at the time that the ruling would reduce air toxins annually by approximately 24,000 tons or 65 percent from contemporaneous levels. The affected pharmaceutical manufacturing processes included chemical synthesis (drawing a drug’s active ingredient) and chemical formulation (producing a drug in its final form).
The Solution
One of the approximately 100 facilities affected by the ruling was a pharmaceutical plant in upstate New York. Determined to stay below acceptable MACT levels, the company set out to establish compliance needs and subsequent direction by contracting with a consultant to formulate a compliance plan. The result was a specification package that required oxidation and caustic scrubber technologies.
 The Result
The Result
 The Result
The ResultSpecifically, the design included a primary and backup system, each consisting of two 35,000 SCFM (56,175 Nm3/hr) regenerative thermal oxidizers (RTOs) and two 35,000 SCFM (56,175 Nm3/hr) caustic scrubber systems. The RTOs were to process the emissions, including methylene chloride, acetone, ethanol, isopropyl, alcohol, methanol and mineral spirits, and were designed to achieve over 99-percent destruction efficiency. The scrubbers were designed to process treated gases and achieve 99.5-percent reduction of the HCI derived from the oxidation process. After the design phase, the two technologies were selected in order to oxidize the VOC/HAP compounds, and to remove the resultant HCI emissions from the outlet of the oxidizer. Upon receipt of the specification package, the engineering staff at Anguil began to design the system within the boundaries of the specifications.
The specification package included the following requirements and parameters:
Process producing emissions – multiple (~60) sources including:
- Conservation vents
- Reactor vents
RTO materials of construction:
- Refractory selection: The RTO included the installation of high-purity ceramic fiber insulation, because of its resistance to HCI attack.
- Purification chamber outer skin: The purification chamber was constructed of 0.25 inch A36 Steel. It was internally blasted and coated with a vinyl ester corrosion-resistant coating. This coating resists any HCI (vapors or condensed acid) that could potentially reach the RTO shell behind the insulation. The coatings were pigmented so that the first coating was light gray and the second coat was dark gray. This allowed a visual inspection to identify that the coating was thoroughly applied during fabrication, and provides an easy means of checking for coating degradation after operation.
- Ceramic media support grid: The ceramic media support grid was constructed from Hastelloy C276 in order to support the ceramic media. This “cold face” has the potential too see condensed acid gas. Hastelloy C276 provides high strength and resists both chloride stress corrosion cracking and chloride pitting and crevice corrosion.
- Inlet plenum: The inlet plenum is the duct located underneath the RTO that connects to the three inlet butterfly diverter valves. The air flowing through this duct to the RTO contains VOCs and HAPs but does not contain acid gases. However, as a precaution against corrosion, this ductwork was constructed of AL-6XN, a corrosion resistant alloy.
- Outlet plenum: The outlet plenum is the duct located underneath the RTO that connects to the three outlet butterfly diverter valves. The air flowing through this duct to the RTO contains acid gases. This ductwork was constructed of Hastelloy C276.
- Bed/plenum/hopper: The plenum beneath each of the three ceramic media support grids was constructed of Hastelloy C276.
- Butterfly valves (bed inlet, outlet and purge): The three inlet diverter valves process air containing VOCs and HAPs. The three outlet diverter valves contain air containing acid gas. All sic valves were constructed of Hastelloy C276. The three purge valves were also constructed of Hastelloy C276.
- Transition to acid gas scrubber quench: The transition from the RTO outlet plenum to the acid gas scrubber quench contains acid gases. This ductwork was also constructed of Hastelloy C276.
Floor sweeps:
- Waste stream flow rate: 6,500-35,000 SCFM (10,432.5-56,175 Nm3/hr)
- Waste stream temperature: 50 to 100ºF
- VOC/HAP breakdown
The company possessed a long history treating halogenated compounds, including oxidation and acid gas scrubbing equipment. The two RTO and scrubber systems supplied here were actually installed after a smaller oxidizer and scrubber was operational within the same facility.
General Operational Description
Designing the oxidizer first, engineers specified that each RTO would process up to 35,000 SCFM (56,175 Nm3/hr) of VOC/HAP-laden air, providing 99.5% destruction efficiency.
Pharmaceutical Industry Pollution Control Solutions
The oxidizer consisted of three reinforced, insulated, steel chambers filled with high-temperature, structured ceramic energy recovery media. Each oxidizer would utilize two burners to maintain its oxidation temperature set-point, and provide even temperature distribution within the combustion chamber for maximum VOC/HAP destruction. Located below each of the energy recovery chambers would be inlet and outlet diverter valves and the associated air duct plenum passages. These would allow the process airflow to be diverted into and out of each of the heat recovery chambers. One duct would act as an inlet to the energy recovery chamber, the other as an outlet from the chambers to the acid gas scrubber. A third, smaller duct would direct heated purge air to each chamber. A purge valve for each chamber would control the flow of purge air into the chamber. The directional mode and purging would be controlled by a PLC program, which would change the direction of airflow at regular intervals to optimize system efficiency. The typical flow directions within the RTO would be adjusted every 90 seconds.
In operation, solvent-laden air (SLA) would enter the oxidizer via an energy recovery chamber, where the high-temperature ceramic heat transfer media would rapidly preheat it prior to its introduction into the oxidation chamber. After the chemical oxidation purification reaction occurs, the hot, clean, outgoing gas would heat the exit energy recovery chamber.
The SLA flow direction would be switched at regular intervals to maintain optimum heat recovery efficiency by the automatic diverter valves on demand from the PLC control system. After serving as an inlet, an energy recovery chamber would be purged for a cycle before serving as an outlet. This ensured that all air that entered a bed would be treated to the maximum extent possible. With sufficient concentration of hydrocarbons would self-sustain the oxidation process. The oxidizer can be operated in an off-line bake-out mode to allow the removal of organic buildup on the heat exchange media. The potential organic material consists of methylcellulose and lactose. In the bake-out mode, the RTO/scrubber trains are taken offline from the process. At a reduced airflow, the outlet temperature is allowed to rise before the flow direction is switched. This hot air vaporizes organic particulate collected on the cold face of the heat exchange media. The flow direction is switched and other cold faces are cleaned in succession.
Process Air Flow
Two 35,000 SCFM (56,175 Nm3/hr) systems were specified to provide redundancy while processing flows from 6,500 SCFM (10,432.5 Nm3/hr) to 35,000 SCFM (56,175 Nm3/hr). Each RTO/scrubber train would be functionally equivalent and operate in conjunction with or independent of each other. Each system could be returned down 6:1 (5,850 SCFM, 9,389.25 Nm3/hr). If the airflow to an individual RTO/scrubber was reduced below this level, a pressure control loop could open the fresh air damper to maintain the minimum system airflow. Butterfly isolation dampers were included at the inlet and outlet of each RTO/scrubber. The inlet isolation damper would be used to isolate an RTO/scrubber train during startup and shutdown. The outlet isolation damper would be activated when the RTO/scrubber was not in use. Butterfly isolation valves were included downstream of the scrubber; the manually operated valves would be used to isolate the RTO/scrubber train for service. A flanged blind was also included for installation downstream of the scrubber for isolation during service.
Fan Location
The RTO processes corrosive HCI vapors as the chlorinated hydrocarbons are oxidized. In a forced draft arrangement, the RTO is under positive pressure. In that configuration, the corrosive gases will tend to leak to atmosphere at the instrumentation (thermocouple) penetrations and the corrosive gases will condense at this interface corroding the outer shell. Therefore, an induced draft arrangement is typically preferred for chlorinated RTO applications. A fan was designed for the conditions at the scrubber outlet, including a radial blade fan wheel constructed of a corrosion resistant alloy, Hastelloy C276, and a carbon steel housing lined with rubber. This type of fan wheel was not as efficient as backward inclined or air foil designs, but it would not be as sensitive to aerosol droplets and offered a lower tip speed, reducing fan noise.
99.5% Destruction Efficiency Design
A residence time of two seconds at 1650°F was proposed to achieve an average destruction efficiency of 99.5 percent. Actual compliance test data demonstrated destruction efficiency in excess of 99.9 percent. In order to guarantee the high destruction efficiency that this project required, additional steps were taken to reduce the air not fully treated when the airflow changed direction. For the 99.5-percent destruction guarantee, the system was designed with three chambers. At any one time, one chamber would act as an inlet and one as an outlet, while the third was being purged. After serving as an inlet chamber, each chamber would be purged with heated clean air during the next cycle. The purge air would be heated to minimize the potential for HCI gas water vapor condensation and the resultant corrosion potential, even though high nickel and molybdenum alloys were used to resist corrosive effects. It would then become an outlet chamber during the next cycle. The three-chamber design also minimized any inlet/outlet bypass during valve cycling.
Acid Gas Scrubber
The acid gas scrubber was designed to process the maximum exhaust capacity of the RTO exhaust, including the purge air containing HCI vapor, providing 99.5-percent HCI removal. The horizontal quench was designed to cool the RTO exhaust to approximately 150°F. The re-circulation pumps provided water into the adiabatic quench through three separate spray headers. The air temperature was reduced to 150°F at the quench outlet. The water that was not evaporated flowed to the recycle sump. Approximately 50 percent of the HCI was scrubbed in the scrubber quench. The air left the horizontal quench and entered the bottom of a counter-current packed tower scrubber. Water and caustic solution was sprayed on the top of the tower. The remaining acid gases were absorbed by the solution as the air passed up the column. The air passed through a mist eliminator to remove entrained water before exiting the scrubber column. A sodium hydroxide solution was added to the re-circulating water to neutralize the adsorbed HCI and form sodium chloride (salt water), the sodium hydroxide addition rate controlled by pH analyzer. Salt water blow-down was controlled by a conductivity analyzer and by adding makeup water, causing sump overflow. The company worked closely with the customer and the consultant throughout the bid process, suggesting options and clarifying details on this major environmental project, and was also commissioned to install the systems. A tight site location necessitated the careful use of over-sized cranes so as to ensure no interference with or rupture of critical plant gas, air and nitrogen lines. Heavy rains throughout much of the process further complicated installation but ultimately the installation of all the equipment and the tie-in of the ductwork, electric and controls, without affecting process, were achieved. The result was a system, which surpassed the customer’s objective of 99.5 percent destruction efficiency and ensured compliance with the EPA’s pharmaceutical MACT.
EtO Sterilizer Abatement
Comments Off on EtO Sterilizer Abatement The Challenge
The Challenge
 The Challenge
The ChallengeProduct sterilization companies are generally required to utilize a pollution control device, often referred to as an abator, for treatment of exhaust gases from their aeration rooms, sterilization chambers and vessels. In the United States, they need to be in compliance with NESHAP (National Emission Standards for Hazardous Air Pollutants) regulations that dictate a 99% destruction efficiency of EtO (Ethylene Oxide), or concentration levels below one part-per-million by volume.
One contract sterilization company was using a wet scrubbing system that was no longer a viable means of EtO removal. To further complicate the situation, their high production levels meant they could not afford a factory shutdown in excess of eighteen hours. This time limitation made the procurement of a pre-tested, pre-assembled pollution control system a necessity.
The Solution
After examining various technology alternatives and multiple suppliers, the sterilization company chose Anguil Environmental Systems to provide a catalytic oxidizer that would result in NESHAP compliance and minimal downtime.
A back-vent and peak shaver were also considered upstream of the oxidizer to prevent emission spikes from causing an upset condition. However, a detailed application analysis showed it was not necessary on this particular application.
The Result
Having experience with ethylene oxide emissions and sterilizer applications, Anguil recognized several unique challenges associated with this project. First, the catalytic oxidizer had to control both the high concentration, low air volume exhaust from the sterilization chamber’s vacuum pump, as well as the low concentration, high volume exhaust from the aeration room. The high concentration from the vacuum pumps of nearly 300,000 parts per million by volume caused a sharp temperature increase, and demanded that the catalyst have a large operational temperature window. At the same time, the catalyst needed a low operational temperature when treating the low concentration exhaust (10 parts per million by volume) from the aeration chamber.
To satisfy both these needs, Anguil, in conjunction with their catalyst supplier, performed extensive research and was able to supply a base metal type catalyst with an operational temperature of 275°F and an operational temperature window of over 500°F.
On some sterilizer installations, the highly concentrated chamber emissions present another set of challenges. Because they generally come in spikes when the chamber is evacuated, Anguil often recommends and installs a peak shaver or wet-scrubber upstream of the oxidizer as a safety precaution. Safety is always a priority on Anguil oxidizers. This buffer before the combustion device alleviates any concerns of property damage or personal injury.
The next challenge Anguil faced for this application was designing and building a system that not only met NESHAP regulations, but would also operate cost-efficiently. Due to stringent ethylene oxide regulations, catalyst bed bypassing had to be completely avoided. To facilitate this, Anguil altered their traditional design and placed the base metal catalyst in horizontal tray configurations. This minimized the bypassing concerns associated with air passing around the catalyst media or bed.
To keep operating costs down and prevent leakage that could result in a comingling of the clean and dirty air streams, a 65% effective 304L stainless steel leak-and-dye tested shell and tube heat exchanger was used in the oxidizer. Unlike other manufacturers who recommended a plate type heat exchanger, Anguil was able to guarantee 0% leakage of VOC-laden air into the clean air stream. As a fail-safe, Anguil installed an induced draft fan on the catalytic oxidation system. By placing the fan on the discharge side of the oxidizer rather than placing it on the inlet side, the system was under a continuous negative pressure. This meant that any leakage associated with the oxidation system would be released back into the system, rather than out into the work environment.
The entire interior reactor of the oxidizer was constructed of 304L stainless steel, surrounded by mineral wool insulation and an outer aluminized steel frame. This unique design offers multiple benefits, including increased equipment life compared to the industry-standard aluminized steel reactor interior. Another accommodation Anguil had to consider was the customer’s time restrictions due to high production levels. Anguil’s solution was to completely pre-assemble, pre-wire and pre-test the system prior to shipment. The customer’s 18-hour time restriction was met with time to spare.
Controlling Pharmaceutical Coating & Drying Process Emissions
Comments Off on Controlling Pharmaceutical Coating & Drying Process Emissions The Challenge
The Challenge
 The Challenge
The ChallengeOriginally published in Tablets & Capsules Magazine
Capturing and destroying harmful emissions from pharmaceutical processes can be challenging. It’s not because the volatile organic compounds (VOCs) are difficult to destroy using catalytic or thermal techniques. It’s because their concentrations can be so high. These process streams raise safety concerns, both when they’re collected in vents and when they reach the final combustion equipment. This article discusses the options.
Catalytic and thermal oxidation are the two best technologies for destroying VOCs in emissions from pharmaceutical and other operations. Both use high-temperature combustion to break down pollutants, leaving only carbon dioxide (CO2), heat, and water vapor. Pharmaceutical operations, however, typically require customized emission control systems to handle the high VOC concentrations that emanate from tablet coating, fluid-bed processing, and tray drying. Often the concentrations reach the explosive range, which means the emissions must be diluted before they’re introduced to an oxidizer to ensure a safe operation that protects employees and property.
The Solution
Process background
Today, most tablet coatings are aqueous, but many pharmaceutical manufacturing operations still use VOCs such as ethanol and isopropyl alcohol (IPA). This includes the manufacture of active pharmaceutical ingredients (APIs) that are dissolved in VOCs and then spray-dried to create an amorphous solid or granules. Most of these processes are batch operations, and that leads to significant and nonlinear VOC concentrations in their exhaust. In fact, the VOC concentration often exceeds the lower explosive limit (LEL) by 100 percent. In the presence of an ignition source and sufficient oxygen, these process exhausts—if not mitigated—will lead to an explosion.
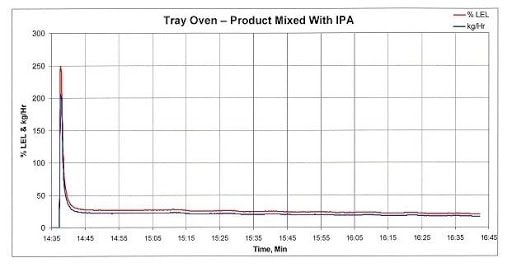
Figure 1 below tracks the emissions and LEL concentration of the exhaust from a fully loaded tray dryer that was measured after heat was applied to drive off the VOCs. Approximately 30 seconds after heat was applied, the IPA concentration peaked at approximately 250 percent of LEL. If this stream was delivered straight to an oxidizer operating at high temperature, there would be an explosion. About 8 minutes after spiking, the VOC concentration decreased to approximately 25 percent of LEL, which is the acceptance limit of most standard equipment that treat VOCs using catalytic or thermal oxidation.
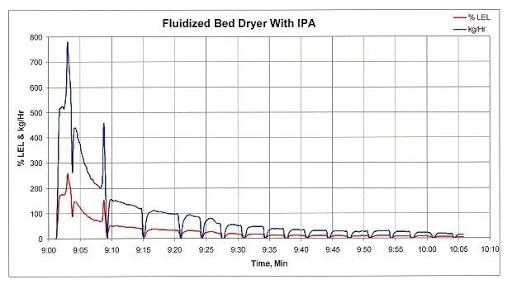
Fluid-bed processors can generate the same peaks, as Figure 2 shows. In this case, the processor’s inlet air temperature is 40°C for 20 minutes and then remains at 45°C until the end of the production run. Following the initial product transfer into the fluid-bed dryer, the exhaust concentration reached an initial peak concentration of approximately 370 percent of LEL. Approximately 6 minutes later, a second VOC spike occurred after the process bowl was scraped. This second spike resulted in a peak concentration of about 200 percent of LEL. These exhaust concentrations, with an ignition source and sufficient oxygen, would result in an explosion.
Vent collection and oxidizer control software
In short, the data tell us that you should expect high VOC concentrations in emissions from coating, fluid-bed, and tray drying operations. There are two common ways to manage the peaks, mitigate the risks, and operate safely. The first is vent control software that recognizes when processes or batches are ready to start. It then “reserves space” for them in the vent collection system. The second method uses software in the oxidizer’s control system to identify how many processes are running. It then allows only one new process to come online to the oxidizer and only during a specific period.
The vent collection software puts you in communication with operators or links to automatic controls at each stage of production, signaling when it’s safe to come online and when to wait. If multiple demands to vent arrive at the same time, the software delays new batches and processing until it learns that exhausts from earlier batches are well beyond peak VOC concentration.
This control method uses the dilution capacity of existing process exhaust points—beyond their peak concentrations—to verify safe status and allow a new batch. If no processes are online to the oxidizer and a batch start is requested, then the software must verify that enough fresh dilution air is available. This software can also verify that sufficient fresh air is available to process several batches in quick succession, maximizing production.
The oxidizer control software works in the system’s PLC-based controls to communicate with operators or equipment to signal when more processes can come online. It could require, for example, a minimum number of processes to be online to the oxidizer for a certain period. That would indicate that the VOC concentrations are beyond the peak and a new source can come online. The software can also verify that a minimum amount of fresh air is sent to a new production source to dilute the exhaust before it reaches the oxidizer.
Even with this software installed, additional safety provisions for emission control would likely be incorporated following a plant-wide process hazard analysis (PHA). They would likely include LEL high-limit switches to prevent a dangerous concentration from entering the oxidizer or abatement device. Ideally, these LEL devices would be self-calibrating to minimize expenses and respond very quickly. A PHA would also show where to install LEL controls in relation to the process-exhaust and oxidizer-isolation dampers. Often, flame or detonation arrestors are placed in each process-exhaust line to mitigate damage to the processes if all other safety measures fail.
 Emission control methods
Emission control methods
 Emission control methods
Emission control methodsCatalytic oxidation
VOC emissions from many pharmaceutical coating and drying processes have historically been controlled with catalytic oxidation. The process is similar to how automotive catalytic converters treat exhaust. Process emissions pass through a catalyst that allows lower oxidation temperature to destroy the VOCs. Because the process emissions—often alcohols and/or acetone—are very catalyst-friendly, catalytic oxidation can remove VOCs at high rates. However, in contrast to automobile exhaust, these industrial emissions are at a low temperature and must be heated to activate the catalyst so it can oxidize the VOCs. Typically, this is done using the oxidizers gas-fired burner, often in conjunction with integral heat recovery to reduce fuel consumption. Recovering this thermal energy—typically at rates of 65 to 70 percent—also reduces the amount of CO2 emitted into the atmosphere because the system is more energy efficient and depends less on auxiliary fuel-fired burners.
The photo below shows an integrated catalytic oxidation system that incorporates the catalyst, integral heat exchanger, gas-fired auxiliary heat system, system fan, and a PLC-based control panel. This equipment controls the emissions from 12 pharmaceutical coating pans and tray dryers, as well as VOCs from an air stripper’s exhaust.
Although catalytic oxidizers have been used successfully in the pharmaceutical industry for many years, other control technologies have gained appeal because they can treat larger exhaust volumes more efficiently. Abatement equipment is also being used to control VOCs from more sources, which increases emission volume and the need to dilute emissions to safe LEL levels. The abatement equipment thus grows in size. In order to reduce costs, companies are opting for fewer but larger abatement devices.
Regenerative thermal oxidation
Like other industries where abatement equipment volumes have increased over time, the pharmaceutical industry is witnessing a shift from catalytic oxidation to regenerative thermal oxidation (RTO). RTO uses high-temperature combustion (with little supplemental fuel) to break down pollutants, converting them into small amounts of CO2, heat, and water vapor. Specifically, the process gas and contaminants are progressively heated as they move through insulated chambers filled with ceramic media. Once oxidized in the combustion chamber, the hot, purified air releases thermal energy as it passes through a second media bed in the outlet flow direction. Valves alternate the airflow direction into the media beds to maximize energy recovery within the oxidizer. The outlet bed is heated and the gas is cooled so that its temperature at the outlet is only slightly higher than it is at the process inlet. This greatly reduces the need for auxiliary fuel, which lowers operating costs.
RTOs can also provide very high VOC oxidation efficiency but do so at higher combustion chamber temperature without the need for catalyst to maintain that temperature. Even at RTO’s higher operating temperatures, auxiliary fuel usage can be lower compared with catalytic oxidation because RTOs energy recovery and thermal efficiency are generally 95 percent but can reach values as high as 97 percent. Thus, auxiliary fuel consumption and the resulting CO2 emissions to atmosphere are lower with an RTO device than they are with a catalytic oxidizer.
Larger air volumes also argue in favor of RTO devices because they are generally built of carbon steel. That reduces their cost compared to catalytic oxidizers, which not only incorporate precious metal catalysts, but are also primarily built of stainless steel. (RTO devices that handle halogenated VOCs are built using higher-cost alloys to resist acidic gases.) While RTO devices are replacing catalytic oxidizers in many cases, the selection depends on the application. One drawback of RTO is that the equipment is much heavier, which reduces installation options.
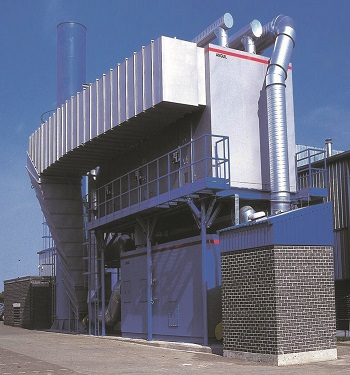
The photo below shows an RTO system Installed at a pharmaceutical plant. It controls emissions from four tray dryers, 13 fluid-bed dryers, and three coating pans. Much like the catalytic oxidizer shown above, the system incorporates LEL controls to verify a safe operating system. Because it’s located in a cold-weather area, any dilution air that’s added is heated to minimize the chance that water or VOCs will condense within the abatement system.
 Wet scrubbers
Wet scrubbers
When processes emit extremely high VOC concentrations and exhaust flows are very large, dilution becomes more difficult, and the abatement system can grow quite large and expensive. In those cases, emissions that are soluble in water, such as alcohols, can be treated using a wet scrubber. The VOCs, however, will likely be transferred to a water stream for disposal, which may be an additional burden on the facility. In addition, the vapor pressure of the alcohols can be relatively high, which means that the wet scrubbers often use “once-through” water. That raises concerns about the volume of water used and how to dispose of it. Even so, this method has been used on occasion to control high concentrations of VOC (alcohol) emissions. In some instances, wet scrubbers are used in conjunction with oxidation equipment such as RTOs.
The Result
When designing abatement systems for pharmaceutical processes that involve coaters or dryers, understand the emission types, what the VOC concentrations are, and how they fluctuate during processing. Next, conduct a PHA to identify the design requirements for the abatement system to operate safely and effectively.
Once you have determined the flow and total VOC emission rate from the facility, consider all the technology options for removing the VOCs. Catalytic oxidation remains a viable technology for relatively small exhaust flow rates. RTO offers lower capital and operating costs at process exhaust flows of 5,000 SCFM (8,025 Nm3/hr) or larger. Wet scrubbers also warrant consideration, even though their high consumption of water and the need to dispose of the wastewater make it unattractive in many applications.
Reactor Vent Emission Control
Comments Off on Reactor Vent Emission Control The Challenge
The Challenge
 The Challenge
The ChallengeMany chemical and petroleum companies use batch reactors to make their products. These reactors typically have vents which are opened and closed during emptying, filling, mixing, heating or cooling and other steps of the production process. The gases coming from these vents must be controlled under most government regulations. Often the emissions produced are inert (little or no oxygen) streams with relatively low flow and high concentration of Volatile Organic Compounds (VOCs). In this case, the company was operating several reactors that required venting for depressurizing, filling and mixing. The process flow rate was less than 50 SCFM (80.25 Nm3/hr) and was essentially all light hydrocarbons such as methane, ethane and propane, with some halogenated hydrocarbons.
There are two oxidation strategies for this type of process stream, the first is to dilute the process vent with fresh air. This strategy provides oxygen for combustion and reduces the Lower Explosive Limit (LEL) below 50%, using a conventional oxidizer system. The National Fire Protection Association (NFPA) and FM Global guidelines suggest facilities keep vent collection systems airstreams below the 50% LEL for safety reasons. Because of the high BTU (British Thermal Unit) content of the process vent in this application, it would have required a high volume of fresh air to achieve the necessary LEL condition which would have dramatically increased operating expenses and raised safety concerns.
 The Solution
The Solution
 The Solution
The SolutionWhile the above scheme is sometimes acceptable, Anguil implemented a different, safer strategy for this application. Instead of diluting the process vent with fresh air, designers kept the process stream inert, sending it directly through a burner port of a Direct Fired Thermal Oxidizer (DFTO). Essentially this allowed the combustion device to use the high BTU content as fuel for oxidation.
Once the DFTO is brought up to operating temperature with natural gas, the inert process gases are directed to the burner. During normal system operation, the VOC-laden process vent will fuel the pollution control device. During periods of low process flow or low energy content, supplemental fuel is added to the burner, natural gas in this case, to maintain operating temperature of 1400-1600°F (760°C-870°C) in the oxidizer combustion chamber. A minimum of one second residence time at these temperatures ensures a destruction efficiency of 99%+. An oxygen meter in the exhaust stack ensures that sufficient oxygen was present for complete destruction of the VOCs.
A soft refractory lining inside the oxidizer lets the operator start and stop the system without risk of refractory failure that can occur with other designs. This also allows them to shut down the oxidizer during substantial periods of process downtime without negatively affecting the longevity of the equipment.
For inert gases that contain no halogens or sulfur compounds the hot, purified, gas will be released to atmosphere from the combustion chamber or possibly sent to a heat exchanger for energy recovery. This particular application contained halogenated compounds, therefore the hot exhaust gases leaving the DFTO are directed into a hastelloy quench where they are cooled down before entering a packed bed scrubber.
The recirculation with a caustic solution inside the scrubber removes HCl (Hydrochloric Acid) and HBr (Hydrobromic acid). The scrubbed gases are then pulled into an Induced Draft fan and finally out an exhaust stack. An induced draft fan is used with halogenated streams so that there is no potential for corrosive gases escaping to atmosphere. Any leakage of acid gases will result in substantial risk to equipment longevity and to personnel. These scrubbing systems provide 99%+ removal of the acid gases prior to discharge to the atmosphere.
With these acid gases there is also a potential for corrosion of the oxidizer shell behind the insulation if the metal temperature is below the acid dew point. To prevent that from occurring, the oxidizer is designed with an external shroud to keep the carbon steel shell at a temperature above the acid gas dew point, avoiding corrosion concerns.
The Result
The Anguil System has a complete control system with communication capability to DCS (Distributed Control Systems) systems and modems for remote monitoring / diagnostics. These controls provide for automatic purge, system heat-up and a wide range of operating conditions. Magnetic driven scrubber recirculation pumps and scrubber controls are also provided for automatic operation without personnel adjustments.
Plastic Components Painting
Comments Off on Plastic Components PaintingThe Challenge
A plastic injection molding company in Wisconsin is known as a world-class leader in the industry for their secondary decorating and assembly capabilities. One of their eleven facilities not only perform plastic injection molding but also provides the organization with decorating capabilities such as painting, laser etching, laser marking, pad printing and assembly of automotive, telecommunication and consumer products.
Over the years and through the 1990’s the operation ran successfully with a minor source air pollution control operation permit. This permit consists of very specific requirements to meet the Environmental Protection Agencies (EPA) LACT (Latest Available Control Technology) regulation. These included restricted limits on volatile organic compounds (VOC) per gallon of paint, catalyst, thinner and cleaning solvent as purchased. This limited the types of paints and colors they could offer customers but given the customer needs and production volume at the time, this was a manageable situation.
As the business grew, requests by customers for more exotic forms of paint and colors increased and they realized the need to increase their paint capabilities to compete. In December 2000 they applied for two new permits with The Department of Natural Resources (DNR), one for an air pollution construction permit to install a new state of the art robotic paint line system and the other for the ability to paint small metal parts. This permit modification changed the facility from a minor source of less than 100 tons per year of volatile organic compound emissions to a major source with the potential to emit over 225 total tons.
With the new permit, they not only had to meet the LACT requirements for the painting of plastic parts but now also needed to meet the MACT (Maximum Achievable Control Technology) requirements for the painting of small metal parts. The MACT requirements added a higher level of restrictions to VOC’s per gallon of paint as applied to metal parts. These restrictions were applicable and once again manageable.
Although the new permit allowed them to meet additional painting volume capacity requirements, they observed continued demand by their customers for paints that could not be used under the air permit. Additionally, with the acceptance into the ISO 14001:1996 standards, they realized the need to significantly reduce their VOC emissions.
The Solution

The only way to meet the customer demands and reduce emissions was to evaluate various forms of pollution control technologies. Anguil’s group of engineering experts convened to explore the various control technologies currently available on the market. Consideration was given to equipment/concepts such as:
- Catalytic Oxidizers
- Thermal Oxidizers
- Regenerative Thermal/Catalytic Oxidizers
- Emissions Concentrator Coupled with a Regenerative Thermal Oxidizer
- Microwave VOC Reduction Technologies
- Biofilter VOC Reduction Technologies
The company began to work very closely with the sales and engineering team at Anguil and the DNR to establish the best available control technologies to meet the pollution control requirements. With some simple calculations, Anguil was able to show how a Regenerative Thermal Oxidizer (RTO) would be the most cost-effective control technology for their current and future process demands.
The Result

After thoroughly evaluating several suppliers the company decided to go back to the Department of Natural Resources and request a new air pollution control construction permit to install a Anguil Model 400 / 40,000 SCFM (62,800 NM3/hr) Regenerative Thermal Oxidizer (RTO) for their existing paint operations.
The oxidizer would achieve destruction through the process of high temperature thermal oxidation, converting the VOCs to carbon dioxide and water vapor while reusing released thermal energy to reduce operating costs. Process gases with VOC contaminants enter the oxidizer through an inlet manifold. Dual disk poppet valves direct this gas into energy recovery chambers where the process gas is progressively preheated by the ceramic media beds as they move toward the combustion chamber.
The VOCs are oxidized in the combustion chamber, releasing thermal energy in the structured ceramic media beds that are in the outlet flow direction from the combustion chamber. These outlet beds are heated, and the gas is cooled so that the outlet gas temperature is only slightly higher than the process inlet temperature. Fast acting vertical poppet valves alternate the airflow direction into the ceramic beds to maximize energy recovery within the oxidizer. The VOC oxidation and high energy recovery within these oxidizers reduces the auxiliary fuel requirement and saves operating cost. For example, at 95% thermal energy recovery, the outlet temperature may be only 70`F (40`C) higher than the inlet process gas temperature with an RTO. The oxidizer can reach self-sustaining operation with no auxiliary fuel usage at low VOC concentrations.
Programmable Logic Controllers (PLCs) control the automatic operation of the oxidizer from startup to shut down, so minimal operator interface is required. These controls also provide for remote telemetry to enable the system’s operation to be viewed and altered via remote connections to reduce maintenance costs.
Later that fall the permit was accepted by the DNR for an air pollution control construction permit to install an Anguil Regenerative Thermal Oxidizer. Anguil Environmental Systems was able to complete the design, fabrication, delivery, installation and startup of the RTO so it could go on line early the next year.
After startup of the new RTO, a stack test measured 99% destruction rate efficiency for volatile organic compound (VOC) emissions at 100% capture. This equated to a net reduction of 58 tons of VOC emissions in the first 6 months of operation.
The benefits of installing the RTO included the ability to offer customers a large variety of paints and colors to meet their more unique paint finish requests. Also, the RTO allowed the manufacturer to use previously restricted thinners and paints to better process their products with fewer rejects. This allowed the business to grow and succeed in an increasingly competitive environment and meet the new demands from customers while significantly reducing the amount of volatile organic compounds released into the environment.
Paint Booth Over Spray
Comments Off on Paint Booth Over Spray The Challenge
The Challenge
 The Challenge
The ChallengeA major automotive component supplier needed to control the emissions from its paint spray process. The plant emissions had characteristics common to many paint spray plants: high air flow, low volatile organic compound (VOC) concentration and particulate. The company needed an emission control solution that had low operating costs and that could also fit in their limited space. System reliability was also a major design consideration; since the company is a synchronized delivery partner to the automobile industry, plant downtime or process delays result in expensive fines.
The Solution
After an extensive technical evaluation of the proposed technologies and equipment manufacturers, the customer chose Anguil Environmental Systems to provide a turnkey solution for the VOC and particulate emissions. Anguil recommended an Emissions Concentrator coupled with a Thermal Oxidizer System to effectively process the 120,000 SCFM (190,000 Nm3/hr) of plant exhaust.
The Result
The cost of an emission control system is predominantly based on the volume flow rate of air that needs to be treated. Emissions from paint spray applications have historically been expensive to control because the process requires large volumes of air to maintain the quality of the painted products and to ensure acceptable indoor air quality. Anguil’s Emissions Concentrator technology makes VOC emission control cost-effective because it greatly reduces the air volume that needs to be processed by the oxidizer.
In this case, the Emissions Concentrator reduces the flow rate of process air that needs to be treated by a factor of 15, a major consideration in the capital cost of the system. The high-volume airstream from the water wash paint booths and the curing ovens is passed through the rotor concentrator wheel, where the VOCs are adsorbed in the emissions concentrator rotor, purifying the high-volume airstream. This high-volume air is then exhausted to atmosphere. The concentrator wheel rotates continuously, transporting adsorbed VOCs into a desorption section where they are desorbed into a low volume heated airstream. After being desorbed from the wheel, the air volume has been reduced from 120,000 SCFM (190,000 Nm3/hr) to about 8,000 SCFM (12,700 Nm3/hr) and the VOC concentration of the air stream is increased to about 4,500 ppmv. This low volume, high VOC-laden air is then processed by the oxidizer. By isolating and treating only the contaminated air, Anguil can provide a system with operating costs far lower than alternative emission control systems.
Innovative technologies like the Emissions Concentrator are just part of the solution Anguil provides. Anguil believes a complete solution involves careful analysis of the emission-producing process and engineering that is focused on the customer’s specific application. As always, Anguil worked closely with this customer to identify and solve their key concerns.
System reliability was the first concern for this customer. The plant is a Tier One supplier to the automotive industry and must meet very stringent delivery deadline requirements. Failure to meet a delivery schedule can result in fines of up to $30,000 a minute. One of the reasons Anguil recommended the Emissions Concentrator system is its highly reliable performance. Anguil took extra steps to integrate the system into the existing process and engineered the system with safety controls and advanced Programmable Logic Controls (PLC) for trouble-free operation.
The next design consideration was the tight space restriction. Due to several plant expansions, the facility had reached its legal minimum of parking spaces and nearby residential development meant the company could not purchase additional land. Local zoning restrictions also required the planned equipment to meet strict noise limits. Therefore, the emission control system had to be designed with the smallest possible footprint and with low noise generation. Anguil’s customer-specific engineering accommodated the unique space restrictions with a major advance in Emissions Concentrator/Oxidizer system design. A vertical arrangement that greatly reduces the unit’s space requirements gave the system a footprint that is 70% smaller than the space requirements for the Regenerative Thermal Oxidizer (RTO) proposed by several competitors. Additionally, the design incorporated several sound attenuation features to satisfy the low-level noise requirements.
Another major concern was controlling the high level of particulate in the paint spray exhaust. Particulate control was necessary to protect the concentrator rotor and to satisfy the low particulate emission limit. Anguil supplied a highly efficient filtration system designed for simple, low-cost filter replacements that can be easily changed out during scheduled maintenance.
Anguil’s solution included a complete on-time turnkey installation. The system was seamlessly integrated into the existing process and is exceeding regulatory requirements. Anguil’s combination of proven application-specific engineering and technologically advanced products has led to yet another satisfied customer.