







Concentrated on Maximum Savings
Comments Off on Concentrated on Maximum SavingsThe Challenge
A family-owned manufacturer of metal wall and roofing systems in the Midwest was looking to expand their production capabilities while taking advantage of local utility rebate programs. Their existing operation contained three painting booths venting directly to atmosphere. As a part of the expansion, they planned to install two new paint booths, which would require them to install pollution abatement equipment.
Their application presented the following design challenges for the required emission control solution:
- The five paint booths represented a very large process stream containing volatile organic compounds (VOCs) including toluene, xylene, and
 ethylbenzene.
ethylbenzene. - The solution needed to process up to 90,000 SCFM of VOC-laden air with a minimum of 95% overall destruction efficiency.
- Space was also a major concern, as the equipment needed to fit in a tight space.
- They wanted to maximize energy rebates through their local utility provider, who offered prescriptive measures for the installation of pollution control equipment.
They solicited proposals from several air pollution control equipment suppliers including Anguil, another Midwestern family-owned business.
The Solution
With such a large airflow from five paint booths, Anguil engineers quickly identified the emission concentrator system as the most cost-effective choice, proposing a 90,000 SCFM Rotary Zeolite Emission Concentrator Wheel combined with a 7,500 SCFM Regenerative Thermal Oxidizer (RTO).
Even though RTOs are extremely efficient and effective destruction devices, they rely on a steady stream of process emissions to fuel combustion of incoming contaminants. When coupled with a concentrator, the oxidizer consistently receives highly concentrated streams in a much smaller volume.
The selection of concentrator is easy to justify at this flowrate when compared to a standalone 90,000 SCFM RTO with similar footprint. While the capital cost of a concentrator and oxidizer combination is typically more expensive than the RTO without concentration, the proposed system would use dramatically less energy, which would reduce operating costs and greenhouse gas emissions. The reduction in natural gas and electricity usage would also make the manufacturer eligible for energy rebates in their state.
Their local utility company offers rebate program for customers that implement energy efficiency measures. Their current program has prescriptive measures for the installation of gas fired equipment like thermal and catalytic oxidizers. Under this program, the customer was eligible for a $37,500 rebate ($5.00/cfm for 2 shift operation x 7500 SCFM RTO).
Anguil’s local sales representative approached the utility company engineers with the possibility of doing a custom energy analysis since the concentrator system was even more efficient than a standard RTO. Anguil showed the energy consumption of the concentrator system and modeled it against a 90,000 SCFM RTO. This showed that the concentrator system would use 771,450 kWh/ year ($0.05/kWH incentive) and 51,393.82 MCF of natural gas/year ($3.50/MCF incentive). This calculated to a $218,000 rebate.
The utility company engineers brought the project to an external consulting company that provides oversight and regulatory compliance for the energy providers and their rebate programs. The consulting company agreed that the baseline should be a recuperative oxidizer, a less thermally efficient style of thermal oxidizer. This brought the energy savings up to 689,788 kWh electric and 209,094 MCF in natural gas savings for a total energy incentive of $766,319.00! However, there is a $300,000 cap per customer for natural gas payouts.
The Result
- With persistence and a strategic focus on maximizing the energy rebate program, Anguil was able to secure the project and increase the customer’s total project rebate from an initial $37,500 to $300,000 – that’s an additional $262,500 savings!
- The utility company determined to pay approximately half of the incentive for the program year 2020 and the balance in 2021 to better accommodate
 their savings goal and this also removed the payout cap so that the customer received the full amount through both program years.
their savings goal and this also removed the payout cap so that the customer received the full amount through both program years. - Since this was the customer’s first experience with emission control equipment, Anguil provided 10 days of start-up assistance and staff classroom training to ensure familiarity with their new state-of-the-art pollution control system.
 their savings goal and this also removed the payout cap so that the customer received the full amount through both program years.
their savings goal and this also removed the payout cap so that the customer received the full amount through both program years.Anguil has built upwards of 60 emission concentrator installations in the past five years and is well-regarded as an industry leader with this technology. Anguil’s extensive experience with emission concentrators and successful advocacy for a significant custom energy savings program gave the customer confidence in their selection for the project. In addition, Anguil’s similarity to the customer’s Midwestern, family-run business assured that they would be taken care of and would enjoy accessible communication and project transparency.
Getting What You Pay For
Comments Off on Getting What You Pay ForThe Challenge
Background
For any production facility, up-time is paramount. Machines churning and grinding equals profit, and the sound of silence is typically less desirable. For processes that generate dangerous Volatile Organic Compounds (VOCs) and Hazardous Air Pollutants (HAPs), uptime can be limited by both control of the emissions and safety considerations for your employees.
A tape manufacturer faced such a problem. They required emission control of solvent VOCs from their tape making process. They also wanted to provide a Permanent Total Enclosure (PTE) around their equipment to protect the health and safety of their facility, their employees and maintain a nuisance, odor-free environment.
As experts in the tape industry, they rightly reached out to a small, local engineering firm to design the PTE and size the VOC abatement device. Further, sensitive to their business needs, they approved the lowest cost solution using minimal ductwork and the purchase of a used oxidizer.
However, the decision to entrust their production uptime, worker safety and EPA compliance to an inexperienced consultant
resulted in undersized and malfunctioning equipment, which proved to be disastrous. It is never a best practice to let cost
be the only driver when selecting a technology which may impact production.
A Costly Low-Cost Decision
After having the PTE constructed and the used thermal oxidizer installed, the manufacturer ramped up production and rapidly became aware that the system was not working as sold. The number of air exchanges in the room was inadequate, requiring the employees to labor in gas masks. Moreover, though the used thermal oxidizer suffered from frequent shutdowns, the manufacturer would not support the equipment. More importantly, even when operating, the air pollution control (APC) device could not meet the Destruction Removal Efficiency (DRE) permit requirements, resulting in intermittent production uptime and ultimately a total facility shutdown coupled with the largest non-compliance fine ever levied by the state.
The Solution
A Need For Trusted Expertise
To resolve the situation, the manufacturer brought a more established and experienced consulting firm on board, who immediately realized the capture and abatement system was woefully undersized. The Engineering, Procurement, and Construction (EPC) firm, after putting together new design specifications, reached out to Anguil to assess the abatement device. Anguil visited the site, spoke with the manufacturer concerning their project needs and determined that a Model 50 Regenerative Thermal Oxidizer (RTO) was the ideal solution.
In addition, in the interim prior to the new equipment install, Anguil was asked to try and get the used thermal oxidizer operational. However, it was found the fuel train did not contain the proper valves to control the burner. A plastic bottle cap had been installed in one pressure regulator in an effort to provide enough supplemental fuel. In addition, the wiring for the process damper had never been completed, rendering it inoperable. This last situation is a significant and potentially explosive safety concern.
Despite these challenges, Anguil was able to get the used competitor’s unit operating safely and sufficiently to meet most of their current tape orders. However, the manufacturer had to temporarily relocate production to their overseas facility to meet domestic demand during reconstruction of the PTE, ductwork and installation of the new

Anguil RTO, causing significant business implications including temporary assignment of domestic personnel overseas, increased shipping costs, uncertain lead times as well as all the headaches and hassles coming with coordination of the effort.
The Result
In order to meet the deadline established by the regulatory body to bring the facility back into compliance, Anguil was able to adjust their manufacturing schedule to complete the RTO with sufficient time to perform a full shop test prior to shipping. The unit was shipped, installed and brought up to temperature in a few hours during fresh air commissioning. As soon as process air was sent to the RTO, the Anguil unit met DRE expectations from day one, allowing the facility to ramp up production and provide the desired level of worker safety. Further, because the oxidizer was properly sized (with room for expansion), the manufacturer was able to keep production within normal operating hours and eliminate overtime costs.
If you have a critical production process where every minute of downtime costs you money, don’t use cost as the only decision making criteria. Rather, select a system which meets your production needs, has demonstrated reliability and long-term support from the supplier. If you value uptime, call Anguil today for your VOC and HAP emissions control needs. Sleep well at night knowing that your Anguil air pollution control device will keep you up and running.
A Fossil Fuel-Free Solution
Comments Off on A Fossil Fuel-Free SolutionTHE CHALLENGE
 The use of battery packs for all-electric automobiles and solar-powered home battery banks have grown at a rapid rate. As the use of Lithium-Ion Batteries (LIBs) has become increasingly widespread, producers continue to search for ways to reduce their carbon footprints with the corresponding increase in production. The manufacturing process of these battery packs generates air pollutants that must be treated prior to being released into the atmosphere.
The use of battery packs for all-electric automobiles and solar-powered home battery banks have grown at a rapid rate. As the use of Lithium-Ion Batteries (LIBs) has become increasingly widespread, producers continue to search for ways to reduce their carbon footprints with the corresponding increase in production. The manufacturing process of these battery packs generates air pollutants that must be treated prior to being released into the atmosphere.
Manufacturing complete LIBs requires several different processes and operations that produce volatile organic compounds (VOCs) and hazardous air pollutants (HAPs) at varying temperatures. For instance, battery electrode production uses N-Methyl Pyrrolidone (NMP), which is a solvent the manufacturer can recover and reuse without treatment in a pollution control device.
One large supplier of LIBs faced a unique set of challenges at their main production facility. The facility required three identical abatement systems capable of handling up to 35,000 SCFM (59,465 Nm3/hr) of emission-laden air each. The units had to be electric only as fossil fuels (natural gas, propane, fuel oil, diesel, etc.) of any kind are not allowed in the factory. The compounding challenge was that electrically heated air pollution control systems are typically much smaller.
The process gases consisted of both ambient and hot air streams, both with very low concentrations; challenging the system functionality but still achieving the minimum 90% air pollutant reduction. There needed to be an n+1 arrangement for system redundancy during maintenance. Finally, all abatement systems were to be installed indoors, on the third floor of the factory, with very tight footprints and height constraints.
As well as the concerns above, his supplier had additional module manufacturing lines and multiple e-coat paint lines with curing ovens, where solvent recovery was not an option. This further complicates the compliance solution.
THE SOLUTION

Anguil is one of the few industrial air pollution control providers that offers a full line of thermal and catalytic oxidizer technologies that also includes emission concentrators. The diverse technology offering allowed Anguil to evaluate each option and its applicability for the demanding project objectives.
Anguil was tasked with developing a compliance solution to capture and treat 70,000 SCFM (118,930 Nm3/hr) of emission-laden air within the customer’s parameters.
The first decision was to route all ambient process air sources to a zeolite concentrator wheel. The wheel uses a zeolite substrate to adsorb the VOCs and HAPs out of the process gases and onto the concentrator surface. A heated stream, approximately 10% the original volume, is used to desorb the pollutants from the wheel. The result is a highly concentrated stream that is one-tenth the original volume. This significantly reduces the size, capital, and operating costs of the downstream oxidizers that are paired with the concentrator wheel.
Anguil engineers made the decision to utilize regenerative catalytic oxidizers (RCOs) with electric heating elements to treat both the hot process stream from their curing ovens and the concentrated air stream from the concentrator wheel. This technology combination is often referred to as an RCTO. Employing catalyst inside a thermal oxidizer allows emission destruction to occur at much lower temperatures; 600-800°F (315-427°C) versus 1,400-1,500°F (760-816°C). The lower operating temperature also provides a much more reliable and smaller (physical size and KW rating) electric heating element. The RCO uses ceramic blocks as the heat transfer media allowing for 97% thermal energy recovery (TER) from combustion. The combination of lower operating temperature and 97% TER made the RCO the best choice for minimizing utility consumption and ensuring low maintenance operation.
All three oxidizer systems and the concentrator wheel were to be installed inside on the 3rd floor of a building still under construction, below an existing mezzanine that provided only 15’ of overhead clearance. Anguil designed all individual pieces so they could be lifted three stories using an external elevator and fit through a narrow overhead door. All three units were installed inline and connected via common inlet and outlet manifolds to reduce installation costs.
Once installation was complete, Anguil’s start-up technicians arrived onsite to complete final commissioning. Anguil’s technicians conducted operator training consisting of both “on skid” and classroom sessions. Test data has shown each of the systems is achieving greater than 90% overall emission removal and 97% TER.
THE RESULT
Anguil listened to the customer’s needs and the unique requirements of an oxidizer system that can process up to 70,000 SCFM (118,930 Nm3/hr) of VOC-laden air without the use of fossil fuels. Selecting an electrically heated RCO eliminates the need for a fossil fuel-fired burner. The use of catalyst allows the oxidizer to operate at a much lower temperature than a thermal oxidizer, minimizing the size of the electric heating element. The RCO was also designed with 97% TER, further reducing the utility requirements and the size of the heating element.
The zeolite concentrator wheel was applied to the ambient temperature sources, greatly reducing the size of the downstream oxidizers and the associated utility requirements. The hot source from the cure oven was sent directly to the RCO inlet, having no negative impact on the operation and efficiency of the concentrator wheel.
Supplying three identical systems each sized to process 35,000 SCFM (59,465 Nm3/hr) allows the customer to process up to 70,000 SCFM (118,930 Nm3/hr) of VOC-laden air while operating in the required n+1 arrangement.
Each system was designed to minimize footprint and height, saving valuable floor space without sacrificing efficiency. The system solutions Anguil designed exceeded the project specifications and have kept the client at a smaller carbon footprint, as desired.
Solutions for Coating VOC & HAP Abatement
Comments Off on Solutions for Coating VOC & HAP AbatementThe Challenge
Our planet is getting warmer. At what rate it is occurring or how much human activity has to do with the increasing temperatures is a heated debate. One thing we do know for sure is that Carbon Dioxide (CO2) is a contributing factor in global warming and humans are responsible for a large portion of these emissions. These days, many individuals and businesses alike are trying to reduce their environmental impact and GHG (Green House Gas) emissions. What the average person does not realize is that they have two types of footprints, a primary and secondary. The primary footprint is a measure of our direct emissions of CO2 from the burning of fossil fuels including domestic energy consumption and transportation, e.g. car and plane. The secondary footprint is a measure of indirect CO2 emissions from the whole lifecycle of products we use, those associated with their manufacturing and eventual breakdown. To put it simply: the more we buy, the more emissions will be caused on our behalf.
The Solution
Thankfully companies like Corus, a subsidiary of Tata Steel, are doing their part to reduce the world’s secondary footprint by improving the energy efficiency of their manufacturing processes. Corus is Europe’s second largest steel producer and comprises three operating divisions: Strip Products, Long Products, and Distribution and Building Systems. Corus Colors as part of the Strip Products Division is an international business manufacturing pre-finished steel for the building envelope, domestic appliances and manufactured goods markets.
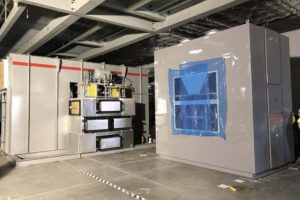
 Corus Colors Shotton Works, located at Deeside, North Wales, produces organic paint coated prefinished steel principally for cladding, composite walling and roofing applications within the building and construction sector both in the UK and overseas. There are two manufacturing processes at Shotton Works for coating steel strips with paint. They use a series of driven roller coaters and industrial curing ovens, controlled within a continuous process line, that are capable of applying protective and decorative high quality finishes to the galvanized flat steel strip substrate. The No1 Colorcoat Line process is capable of coating strip widths up to 1400mm with a thickness up to 1.6mm, giving a weekly throughput capability of up to 4000 tonnes subject to product type and dimensions.
Corus Colors Shotton Works, located at Deeside, North Wales, produces organic paint coated prefinished steel principally for cladding, composite walling and roofing applications within the building and construction sector both in the UK and overseas. There are two manufacturing processes at Shotton Works for coating steel strips with paint. They use a series of driven roller coaters and industrial curing ovens, controlled within a continuous process line, that are capable of applying protective and decorative high quality finishes to the galvanized flat steel strip substrate. The No1 Colorcoat Line process is capable of coating strip widths up to 1400mm with a thickness up to 1.6mm, giving a weekly throughput capability of up to 4000 tonnes subject to product type and dimensions.
This manufacturing process requires large amounts of natural gas to ensure proper application and fast curing time in the ovens, which, in turn generates a substantial amount of CO2 and NOX (Nitrous Oxides). In addition to these emissions, the solvent-based coatings release HAPs (Hazardous Air Pollutants) and VOCs (Volatile Organic Compounds) during the drying process that need to be treated by an air pollution control device such as an oxidiser. New oxidiser systems are capable of destroying over 99% of the HAPs and VOCs through the process of high temperature destruction with very little fuel consumption. However older technologies can be a source of CO2 and NOX as well as the requirement for high maintenance and large operating expenditures.
The Result
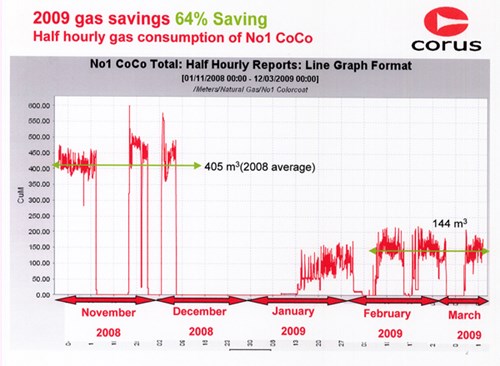 Pollution control initiatives are nothing new to Corus, the company has been monitoring and controlling their oven emissions at the Shotton Works, North Wales facility, since the 1970’s. Their first oxidiser/incinerator was installed on the paint coating processes for abating exhaust gases and solvents. Even then, the company was thinking green by utilizing waste heat from these older oxidisers/incinerators to preheat the ovens and to supply their manufacturing facility with additional process steam. However, as environmental regulations tightened, energy prices increased and new technologies emerged, the company decided to re-evaluate their entire system as part of their manufacturing efficiency improvements as well as the wider Corporate Responsibility Program for energy usage reduction. The objective was to reduce the gas consumption by at least 45% and increase processing speeds on certain products but they quickly realised another benefit to their sustainable energy plans…a much smaller carbon footprint.
Pollution control initiatives are nothing new to Corus, the company has been monitoring and controlling their oven emissions at the Shotton Works, North Wales facility, since the 1970’s. Their first oxidiser/incinerator was installed on the paint coating processes for abating exhaust gases and solvents. Even then, the company was thinking green by utilizing waste heat from these older oxidisers/incinerators to preheat the ovens and to supply their manufacturing facility with additional process steam. However, as environmental regulations tightened, energy prices increased and new technologies emerged, the company decided to re-evaluate their entire system as part of their manufacturing efficiency improvements as well as the wider Corporate Responsibility Program for energy usage reduction. The objective was to reduce the gas consumption by at least 45% and increase processing speeds on certain products but they quickly realised another benefit to their sustainable energy plans…a much smaller carbon footprint.
Looking for a sustainable energy solution, they turned to Spooner Industries in the United Kingdom who have worked closely with Corus on a number of projects over the past 30 years. Oven technology and safety regulations had changed dramatically since the line was first installed, but Spooner was able to successfully complete several upgrades that brought the system up to current standards and increased its flexibility.
- Each zone was retrofitted with a special low NOX burner to reduce emissions.
- Variable frequency drives or inverters on every oven fan were incorporated into the control system to make each section more efficient and reduce electrical consumption.
- The ductwork was changed to bring hot air into the system quickly, reducing maintenance issues.
- New thermocouples (temperature measurement), pressure transmitters, pressure switches and flow measurement systems were installed in the ovens to bring the equipment up to today’s technology standards, allowing for remote monitoring and fine-tuning.
- A new computer controlled system was integrated with the SCADA (System Control and Data Acquisition) program. The proper PLC (Programmable Logic Controller) allows the central Corus system to communicate with the ovens so they can be set up for different production runs, eliminating errors and decreasing setup time.
The oven alterations brought this production line from the least efficient in the Corus group to the most, meeting one of the two objectives for the company. While some of these improvements reduced the company’s environmental footprint and gas consumption, the increased throughput would further complicate their environmental responsibilities. Two existing, inefficient oxidisers for the Prime and Finish Ovens were being used to control VOC and HAP emissions at the North Wales facility. To achieve proper destruction the systems required large amounts of natural gas which affected operating expenses and contributed to CO2 and NOX emissions. Furthermore, breakdowns and maintenance problems were not only costing the company money to repair but also revenue in lost production. Because the oven and oxidiser are so vital to each other, Corus wanted a solution provider with experience and knowledge on both. In addition, they were looking for a system with low operating costs and heat recovery capabilities that could achieve 99.5% DRE (Destruction Removal Efficiency) which was well above their permit requirements.
Spooner, having recently partnered with Anguil Environmental Systems in The United States to fabricate and install their oxidiser designs on applications throughout Europe, was confident that it could be done. After consulting with the engineers at both Spooner Industries and Anguil Environmental Systems, Corus made the decision to replace their multiple air pollution control systems with one, RTO (Regenerative Thermal Oxidiser) from Spooner Anguil. It would give them the desired efficiency and single-source solution they were looking for. The system has the following features and benefits:
- The oxidiser is a 3-chamber design that processes 83,000 Nm3/hr (55,000 SCFM) of air, achieving 99%+ DRE without visible emissions and 85%+ heat recovery for energy-efficient operation.
- The RTO self-sustains at low solvent-loading conditions, meaning that once the oxidiser is at operating temperature and receiving process airflow it requires no additional fuel for emission destruction, releasing very little CO2 and NOX.
- A secondary heat exchanger sends waste heat directly back to the ovens, reducing the amount of natural gas required for product curing.
- Stainless-steel components throughout the system prevent corrosion and allow for high temperature process streams.
- A hot-gas bypass on the RTO is used during high loading situations to avoid overheating the oxidiser.
- An intelligent bake-out feature cleans the RTO of condensable organics without internal fires or safety concerns.
- The control panel has a large operator screen with a built-in maintenance manual and troubleshooting guide which makes for ease of use.
- Corus has made a significant investment for the new equipment, upgrades and implementation of this energy reduction project. It has dropped their cost, per ton of steel produced, considerably and they estimate the payback will be less than one year.
The reduction in carbon emissions and energy consumption from this facility is dramatic. Their gas usage has dropped by more than 60%, an average reduction of 522 m³/hr (or 5742 kW) per hour – saving over £1million a year. At 181 grams of CO2 produced per KWH used, Corus is preventing 1 tonne of carbon from reaching our atmosphere each hour, nearly 8,000 tonnes per year.
With innovation and continuous improvement at the heart of its business, the company is already planning for similar modifications at other Corus plants. A spokesperson from Corus commented: “We are committed to minimizing the environmental impact of our operations and our products through the adoption of sustainable practices and continuous improvement in environmental performance.”
Single Source For Success
Comments Off on Single Source For SuccessThe Challenge
A packaging company who had traditionally manufactured steel cans decided to diversify by adding aluminum aerosol cans to their product portfolio. Due to the extensive project scope and a significant capital investment in new equipment including air and water pollution control, the packager stipulated that the successful vendor had to single source the entire project. Since the can making equipment manufacturer who ultimately won the project was not an expert in air and water treatment, they in turn searched for a partner with the ability to single source all pollution control aspects. Anguil, a single source air and water treatment system provider, was selected to be that partner.
The Solution
NAILING DOWN THE REQUIREMENTS
The aluminum can making process requires water to remove oils and post-forming debris as well as chemical surface conditioning of the cans to prep for coating. To accomplish cleaning and conditioning, the cans are passed through a large multi-stage washer, which  requires clean, consistent input water. Concurrently, the dirty rinse water needs to be pretreated before it can be discharged to the local Publicly Operated Treatment Works (POTW). Since this was a new line for the equipment manufacturer, Anguil assisted the manufacturer with developing specifications for:
requires clean, consistent input water. Concurrently, the dirty rinse water needs to be pretreated before it can be discharged to the local Publicly Operated Treatment Works (POTW). Since this was a new line for the equipment manufacturer, Anguil assisted the manufacturer with developing specifications for:
- Input water quality (conductivity < 10 micro Siemens)
- Average input flow (30 GPM)
- Required washer input pressure
- The need for a “fast fill” mode to quickly refill the washer after maintenance activities
- The requirement for maximal equipment up time
With customer input, Anguil selected a dual train Reverse Osmosis (RO) system to meet the washer’s influent requirements.
On the wastewater side, where the exact water chemistry was unknown, Anguil again worked with the can manufacturer to determine an expected range of water contaminants to select candidate treatment technologies which could handle the variable chemistry. Expecting a pH of 2-5, high TSS loading, significant amounts of sulfuric and hydrofluoric acids, oils and greases as well as possible surfactants, Anguil proposed a form of enhanced clarification called Ballasted Flocculation (BF). With a BF system, the pH could be adjusted as needed, fluoride and other metals precipitated, and oils broken out of suspension chemically using caustic addition, coagulants and polymers. With the addition of sand to flocculated species, the settling rate increases dramatically, leading to a smaller overall equipment footprint, important since this wastewater treatment system was to be housed inside the production facility. Extra space was left in the system design to allow the addition of water polishing equipment if after start-up, it was deemed necessary.
Because Anguil is an air and water treatment supplier, Anguil was able to evaluate solutions for both treatment needs, ultimately proposing a solution that did not require air pollution control equipment. Again, this fits into Anguil being a technology agnostic solution provider always on the look-out for the customer’s bottom line.
PUTTING IT ALL TOGETHER
After determining the flow and treatment requirements for the Process Water Conditioning System (PWCS) and the Wastewater Treatment System (WWTS), Anguil proceeded to determine the required logistics equipment and controls to operate both systems in automatic mode with the least operator involvement possible.
For example, inlet water buffer and RO permeate storage tanks were selected to supply some onsite storage, ensuring back-up capacity should the city water supply fail and to provide constant, even flow to the varying washer demands. Non-metallic AODD pumps were selected to lift and convey the high solids content and corrosive waste water to the treatment system. An equalization tank and an emergency dump tank were included to buffer flow through the WWTS while providing emergency capacity if the washer needed to be dumped for maintenance reasons, and to collect additional waste water sources from sludge dewatering and secondary containment floor sumps.
In addition to the mechanical components of both the PWCS and WWTS, Anguil’s control engineers worked to integrate both the larger sub-systems (RO, ballasted floc, Rotary Vacuum Drum) into the treatment plant. More importantly, they also worked directly with the canning equipment manufacturer to seamlessly integrate the disparate washer/water treatment systems to minimize production downtime and product loss in the event of failures with the PWCS, washer system or the WWTS.
GETTING THE SYSTEM UP AND RUNNING
After obtaining customer approval of the system design, Anguil ordered the long lead-time items, namely the tanks and large third-party vendor skids. Once these items were on order, Anguil coordinated the purchase and delivery of all the parts (pumps, valves, instrumentation, etc) to be shipped loose for field installation or to be assembled on Anguil pump skids.
Since the canning equipment manufacturer had already obtained the services of installation contractors, Anguil was not engaged for a turn-key installation. However, based on our installation experience with similar systems, Anguil received, labeled each part with its PID drawing tag number, and then “kitted” all the parts into boxes to aid the installation process. For example, all the instruments, valves and piping fittings associated with a given storage tank or sub-assembly were placed in their own box. Kitting parts in this way acted as a quality control step, ensuring the correct parts and amounts were delivered, and greatly assisted the install crew as they knew exactly where and how many parts to install on each tank.
Even though Anguil was not asked to perform installation work, Anguil was hired to provide an install supervisor to interface with contractors, provide guidance where necessary, troubleshoot issues, expedite defective part replacement, communicate the project schedule and handle changing project requirements. One direct benefit of Anguil’s install supervision was the ability to respond rapidly to changing site conditions and requirements. For example, prior to processing cans, the washer system required a “passivation” step consisting of treating the washer interior with caustic and acidic waters. This requirement was not originally intended to be included in Anguil’s scope in any way. However, to assist the customer, Anguil reorganized the installation effort to enable the RO system to be run in manual mode to feed the washer and the wastewater treatment system to be run in manual mode to allow discharge and pH neutralization of the passivation water.
Special site supervision and controls workarounds were required since the equipment had not been fully commissioned and installed at the time passivation was to occur. However, Anguil’s ability to accommodate the project needs saved the customer $100,000s in disposal and transport costs of the passivation water. After can making equipment was brought online, Anguil brought in their commissioning crew to ensure that the control program was operating correctly – especially with communications between the PWCS, WWTS and washer system. This included confirming that chemical protocol was validated and optimized and ensuring that any issues discovered during the initial start-up and shake-down were addressed quickly and efficiently. Ultimately, after training the site personnel on the system operation, troubleshooting of general issues and becoming familiar with system operation, both the PWCS and WWTS were able to support the washer’s input and waste water needs with minimal operator involvement and get the packager back to what they do best—making cans.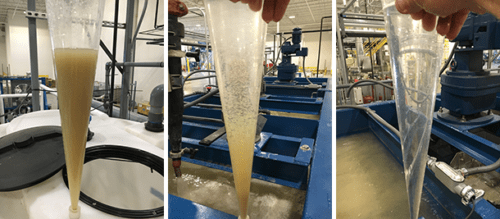
The Result
- Anguil was able to walk the customer through a collaborative treatment technology selection process resulting in systems (waste and process) that the customer was comfortable with and had high confidence would meet the desired treatment efficacy.
- Anguil’s approach of sticking to our core competency of engineering and integration led to the selection of technologies and vendors which resulted in a successful water treatment system.
- Anguil’s single source approach enabled streamlined communication when problems arouse. Instead of the customer calling multiple vendors, trying to figure out who owned the problem, they would call Anguil and Anguil led the charge as necessary. One call did it all.
- Anguil’s ability to provide both air and water treatment solutions allowed our engineering experts to explore all possible solutions and design the best fit treatment train — which ultimately removed the need for air pollution control—and lowered the total cost of ownership of the treatment system.
- Even though the customer had already contracted with installation contractors for this project, Anguil’s experience with turn-key installations made it apparent that the logistics of kitting equipment was necessary to ensure project success—all conducted within the original contract price.
- Because of the amount of pre-work done scoping the customer’s needs for both the PWCS and WWTS, no change orders were issued to complete the work—except for those items requested by the customer at a later date.
- Anguil’s customer-focused philosophy enabled us to maintain a flexible schedule to accommodate rapidly changing site demands without significant added costs to the customer.
Engine Cell Exhaust: Catalytic Oxidizer
Comments Off on Engine Cell Exhaust: Catalytic OxidizerThe Challenge
Endurance testing of outboard motors for boats was typically done in lakes and sometimes on barges. It was time consuming and presented logistic problems and numerous other challenges for the research and development department at outboard motor factories. When a company in Oklahoma decided to build their own endurance test cell area, the Environmental Protection Agency (EPA) required them to control the emissions from the test engines. Four test cells were considered for air pollution abatement. The initial design exhaust volume was in excess of 4,400 SCFM (6,940 Nm3/Hr) per test cell. This high exhaust volume per cell posed a significant capital and operating cost problem when the company considered pollution control equipment.
The Solution

The company believed a thermal incinerator would be the preferred solution because of the low cost of natural gas in Oklahoma. After looking at equipment capital cost and operating costs they recognized the benefit of considering a catalytic oxidizer. After thorough technical evaluation, The customer chose Anguil Environmental Systems to solve their VOC problem and ensure that the new test cells were in EPA compliance.
The Result
Automotive catalysts have proven effective in handling exhaust gases from internal combustion engines, where both un-burned hydrocarbons and carbon monoxide are destroyed. Anguil analyzed the operation and concluded that the enclosed engine test cells needed significantly less exhaust volume than the 4,400 SCFM (6,940 Nm3/Hr) proposed. Anguil determined that the exhaust from even the largest stern drive engine was under 800 SCFM (1,262 Nm3/Hr) of air. It was critical for this to be under negative pressure, so no carbon monoxide would leak into the test facility. Using 850 SCFM (1,341 Nm3/Hr) as a design criteria, Anguil determined that a 6,800 SCFM (10,725 Nm3/Hr) catalytic oxidizer could handle the initial four test cells with the additional capacity for four future test cells.
Anguil supplied and installed the catalytic oxidizer inside the building on a mezzanine adjacent to the test area. Anguil supplied only enough catalyst to handle the initial loading from four test cells, which reduced the initial capital cost. Anguil engineers performed an exhaust stack test analysis to determine what concentration of carbon monoxide and hydrocarbons was present. The presence of carbon monoxide dictated a total enclosure around the catalytic oxidizer. Anguil placed an exhaust fan in the enclosure, creating negative pressure and eliminating the possibility of carbon monoxide leaking into the facility. The oxidizer was equipped with a variable speed/variable frequency drive to provide a high degree of turndown if only one test cell was being run. A stainless-steel plate and frame type heat exchanger was used to accommodate high exotherm across the catalyst.
Some of the engines in the facility were diesel engines and some endurance runs were lengthy. Since these engines potentially could go out of tune, a ceramic particulate filter was installed within the catalytic oxidizer down-stream of the gas burner to protect the catalyst from unburned carbonaceous materials. The periodic cycling and high fire of the gas burner eventually vaporizes these carbonaceous materials and allows them to be oxidized by the catalyst.
After approximately eight months of successful operation, the company decided to expand and add the four additional test cells. The new exhaust fans and ductwork were completed by Anguil’s installation crew and additional catalyst was added to meet the company’s increased capacity. The result is a state-of-the-art engine test facility in compliance with EPA requirements.
VAM Abatement Project in Shanxi China
Comments Off on VAM Abatement Project in Shanxi China The Challenge
The Challenge
 The Challenge
The ChallengeVentilation Air Methane (VAM) refers to the ventilating exhaust from coal mines with methane concentrations between 0.1 and 1.9%. Although the concentration is extremely low, the volume of VAM flow is extremely large. Experts predict that more than 50% of all VAM is exhausted from mine ventilation systems directly to atmosphere and remains underutilized; thus the total quantity of methane released is significant. This will damage the ozone (O3) layer in the atmosphere and as a result, contribute to climate change.
The Chinese government is giving an incredible amount of attention to environmental protection and making the corresponding regulations increasingly restrictive. This has hit the coal industry hard. Almost every coal mining enterprise in China must quickly determine how to meet the regulatory standards and at the same time, efficiently utilize the huge amount of VAM.
 The Solution
The Solution
 The Solution
The SolutionA large coal mining company in Shanxi Province, China, decided to adopt a new technology to capture the VAM and convert it into usable energy. After careful evaluation of the suppliers, Anguil’s team in Shanghai was selected to provide the VAM air pollution control system. Anguil Environmental is headquartered in the United States with more than 1,900 pollution abatement installations around the world. Having a presence in Asia for over two decades, the company has successfully installed hundreds of their pollution abatement systems in China.
The Result
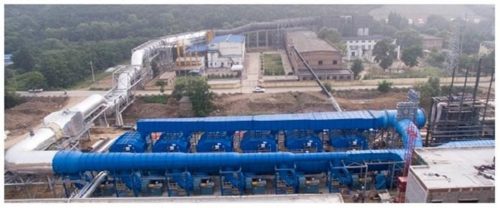
After a comprehensive design review, Anguil recommended the Regenerative Thermal Oxidizer (RTO) technology equipped with hot gas bypass to destroy the VAM emissions and some low concentration Coal Bed Methane (CMM) from the drainage pipes. With Anguil’s RTO design, no auxiliary energy is required for combustion so long as adequate incoming methane concentrations are maintained, typically above 0.35%.
Any excess heat produced during the oxidation process is routed from a hot gas bypass dampers to a boiler system to generate enough steam, which is led to the steam turbine for electricity generation. Different from traditional methods of power generation by burning the coal or gas, using the excess heat from the RTO does not result in the presence of nitrogen oxide (NOX) and can keep the hot air stream at a very stable temperature, which is very important for the following power generation. There is enough steam to also provide building heat during the winter and cooled shaft air during the summer.
This way, the RTO system is not a just destruction technology; the emissions are converted from a greenhouse gas to a revenue generating initiative for the coal mining enterprise as they are able to sell the electricity.
This VAM abatement project consists of six RTOs that process a total exhaust volume of 540,000 Nm3/hr (336,448 SCFM) with an average methane concentration of 1.2%. Once at full capacity, the system will generate electric power with an installed capacity of 15 megawatts which will be returned to the national power grid. Independent reports show that the methane destruction efficiency is above 99.5% and the system is capable of destroying 51 million cubic feet of methane annually.
 Under the close cooperation between the different departments and the full support from Anguil headquarters in the United States, the RTOs were installed on time and within budget. The mining customer recognized Anguil with a Best Engineering Organization Unit Award.
Under the close cooperation between the different departments and the full support from Anguil headquarters in the United States, the RTOs were installed on time and within budget. The mining customer recognized Anguil with a Best Engineering Organization Unit Award.
As a new method to utilize a very low concentration of VAM in high efficiency, this project has received extensive attention locally. As reported by several local news outlets, the initiative has been listed as a Methane Zero Net Emission Demonstration Project by China National Development and Reform Commission.
Since the success of this installation, Anguil has received several more orders from other mining companies looking to utilize VAM and reduce their environmental impact. Anguil’s VAM system proves that mining operations can profit by incorporating a properly designed oxidation technology for air purification and combine it with some sort of heat recovery system for steam, heat or electricity production.
Rubber Curing Emissions
Comments Off on Rubber Curing EmissionsThe Challenge
 A rubber vulcanization company was looking for a new, affordable abatement solution to treat their blue haze and low-level Volatile Organic Compounds (VOCs) in order to meet regulatory requirements. The large Electrostatic Precipitator (ESP) in use was extremely expensive to operate and maintain. The company began their search for a system that offered effective opacity control and could also reduce operating costs. The air pollution control supplier would need the ability to engineer the optimum solution and have the product breadth necessary to apply the correct technology.
A rubber vulcanization company was looking for a new, affordable abatement solution to treat their blue haze and low-level Volatile Organic Compounds (VOCs) in order to meet regulatory requirements. The large Electrostatic Precipitator (ESP) in use was extremely expensive to operate and maintain. The company began their search for a system that offered effective opacity control and could also reduce operating costs. The air pollution control supplier would need the ability to engineer the optimum solution and have the product breadth necessary to apply the correct technology.
The Solution
After thorough technical evaluation, the plant selected Anguil Environmental to solve their VOC emission problem and put them in compliance. Anguil installed its patented Self-Cleaning Ceramic Filter (SCCF) to eliminate the blue haze and the VOCs.
 The Result
The Result
 The Result
The ResultIn order to alleviate the maintenance headaches of their ESP, the owner inquired about a thermal oxidizer. However, the fuel costs of a thermal system are almost equal to the maintenance cost of an ESP for this application. Because of its fuel efficiency and lower operating costs, the Regenerative Thermal Oxidizer (RTO) was a possible option but Anguil found that the footprint and the weight of the unit could not provide the flexibility the customer desired. Anguil’s engineers concluded that an SCCF was the most effective solution.
One of the major considerations in designing a treatment system for a rubber curing process is that the ducts must be kept clean from any particulate buildup. Large treatment systems, like an ESP or RTO, also involve long duct runs. This combination makes many treatment solutions both costly and dangerous, since particulate buildup can cause duct fires.
Anguil worked with the customer and their process engineers to design a solution that greatly reduced duct maintenance cost and provided effective opacity and VOC control. The small footprint of multiple SCCFs allowed Anguil to roof-mount the units and treat 1,500 SCFM (2,407.5 Nm3/hr) over each of the oven “zones” with direct duct runs. By making shorter and more direct duct runs, Anguil engineers reduced the risk and associated costs of particulate buildup.
Added benefits of the Anguil SCCF include a 40% effective shell and tube heat exchanger, providing even greater cost savings through heat recovery. Anguil’s flexibility also provides options for future adjustments in pollution control. Because the plant was located in an area that may come under more stringent environmental regulations, Anguil’s SCCF can be equipped with catalyst to achieve greater than 95% VOC destruction.
After a successful SCCF pilot, Anguil’s engineers worked with the customer to provide the most effective and lowest-cost operating system. Flexibility, experience and constant pursuit of better design resulted in another satisfied Anguil customer.
World’s Largest Remediation Site: Stepping into a Second Phase of Utilization with 21st Century Technology
Comments Off on World’s Largest Remediation Site: Stepping into a Second Phase of Utilization with 21st Century Technology
THE CHALLENGE
Once the world’s busiest airport, Hong Kong’s Kai Tak Airport closed its runways in 1998. When the airport was decommissioned, the government planned to rapidly clean the site for commercial and residential development. After decades of various fuels and chemicals leeching into the soil, the site required an extensive and sophisticated groundwater cleanup. A system that could destroy a minimum of 95% of the volatile organic compounds (VOCs) and minimize operating costs was necessary. Since the project generated intense government interest, and was highly publicized, the chosen treatment system had to be both proven and reliable.
After an extensive evaluation of various VOC treatment solutions, the consultant selected a system from Global Technologies, the remediation division of Anguil Environmental. With their extensive engineering support, industry-leading reliability, and history of solving difficult remediation problems around the world, Global was the clear choice. Global engineers performed a careful evaluation of the data and recommended a Model 80 Remedi-Cat ™ forced draft system. The system processes 8,000 SCFM (12,616 Nm³/hr) of VOC-laden air and provides at least 95% destruction rate efficiency.
Global Technologies’ experience with processing large air flows and irregular organic loading was crucial to this project. The proven performance of Global treatment systems provided the Kai Tak project engineers the confidence to design an innovative remediation plan. Global Technologies’ vapor treatment system was at the heart of this strategy.
THE SOLUTION
Taking an aggressive approach to remove the subsurface contaminants, the engineers installed 2,000 soil vapor extraction (SVE) wells and 1,000 sparge wells across the old airport tarmac. The vast airflow was directed from the wells to a single treatment system. This strategy provided significant savings in energy, fuel, and personnel compared to a modular approach. A modular solution would require more treatment systems to treat a limited number of wells.
Global chose a catalyst that utilizes honeycomb shape construction to provide superior airflow and low pressure drop. The catalyst selected had undergone extensive technical development, and field-testing, and was chosen to accommodate the unique airflow volume, the amount and type of VOC, and the desired destruction efficiency of the project.
Another key design feature of Global Technologies’ vapor treatment system was the variable frequency drive (VFD). The VFD controls the speed of the system fan, regulating airflow through the system and allowing the oxidizer to efficiently handle the air volume fluctuations from the 2,000-plus extraction wells. With a maximum turndown ratio of 10:1, the VFD produces energy savings far superior to an inlet vane damper. Global provided the VFD with a particulate filter and housed it in a NEMA 4 enclosure to protect it from the sun and outdoor elements.
Like all Global Technologies’ systems, the Model 80 Remedi-Cat™ was manufactured with the highest quality workmanship and construction materials. The heat exchanger and reactor were constructed of 304L stainless steel with continuous leak-tested welding around all seams. To withstand the natural elements, the exterior shell was constructed of aluminized steel with a coat of UV resistant polyurethane paint. High-density mineral wool was placed between the inner and outer shells to maintain external skin temperatures at safe levels.

THE RESULT
A final consideration was worker and equipment safety, which is a significant concern for every Global Technologies system, but is especially important on a high-profile project like Kai Tak. With safety in mind, Global developed a state-of-the-art Programmable Logic Controller (PLC) which allows safe and intelligent operation with minimal risk. The PLC provides immediate troubleshooting, first-out shutdown detection, and operator assistance for start-up. Global Technologies’ user-friendly features provide the on-site operators with more control, decreased downtime, and reduced maintenance costs.
Global Technologies’ understanding of a customer’s unique needs, coupled with the engineering know-how necessary to fulfill these needs, resulted in another satisfied customer. The cost-saving strategy of controlling numerous wells with one treatment system was made possible by Global Technologies’ ability to accommodate the large and varied airflow from the wells. Global Technologies’ aggressive and innovative treatment strategies assisted the once busiest airport move into a cleaner and safer 21st century.
Pemaco Superfund Site Remediation
Comments Off on Pemaco Superfund Site Remediation The Challenge
The Challenge
 The Challenge
The ChallengePemaco was formerly a chemical facility located in a light industrial and residential area of Maywood, CA, adjacent to the Los Angeles River. No one knows how long hazardous substances had been leaking into the ground but the operations date back to the 1940’s. Up until closure of the facility in 1991, chlorinated solvents, aromatic solvents, and flammable liquids had all been used in the chemical mixing, blending, storage and distribution processes at this location.
After a fire at the abandoned Pemaco location, the Environmental Protection Agency (EPA) was called in to stabilize the site and conduct an emergency assessment to determine the extent of contamination into the soil and groundwater.
The EPA worked with several environmental consultants to define a detailed remediation plan for the superfund site. It was determined that solvents and other compounds from tanks and drums caused soil contamination deeper than 90 feet. A 14-acre groundwater plume that migrated into a complex aquifer system under residential properties threatened local water supply wells with Perchloroethylene (PCE), Trichloroethylene (TCE), Trichloroethane (TCA), Dichloroethane (DCA) and Vinyl Chloride (VC).
The Solution
The remediation technologies used would include Electrical Resistance Heating (ERH), Soil Vapor Extraction (SVE), thermal oxidation, acid gas scrubbing and carbon absorption. The goal was to completely remediate the 1.4-acre site of these Volatile Organic Compounds (VOCs) and redevelop it as a public park. The vapor treatment portion of the project combined ceramic core flameless thermal oxidation (FTO) with acid gas scrubbing, vapor conditioning, and a carbon adsorption polishing step to control potential dioxin emissions.
 The Result
The Result
 The Result
The ResultWorking with several environmental engineering firms and the US Army Corp of Engineers, Global Technologies supplied a 1,000 SCFM (1,605 Nm3/hr) Flameless Direct Fired Thermal Oxidizer (DFTO) with a caustic scrubber for emission treatment from the SVE units. The vapor treatment system was designed to handle typical averages of 315 parts per million (ppm) but capable of maximum spikes up to 25,000 ppm.
The oxidizer was designed to achieve 99.9% destruction of hydrocarbons with a unique gas-fired burner that generates virtually no nitrogen compounds (NOX) during combustion. The patented surface combustion technology ensures that all emissions are exposed to the high temperature zone only along the innermost surface. Another important advantage of this arrangement is that hot combustion gases are completely contained within the burner and the oxidizer outer shell remains cool. Therefore the flameless oxidizer can be processing toxins in a matter of seconds after ignition.
A gas flow control valve was integrated to reduce operating costs. By reducing gas flow as the energy content of the VOCs increases the oxidizer uses less supplemental fuel for combustion. It operates in response to control signals from a thermocouple located immediately downstream of the oxidizer burner.
Downstream of the oxidizer, exhaust gases flow into the integral scrubber quench chamber via Fiberglass Reinforced Polymer (FRP) ducting. Adjacent to the oxidizer, the skid mounted scrubber uses polypropylene packing to treat the acid gases. It was optimized to reduce the water usage without sacrificing spray coverage and the design allowed for a max HCl loading of 472 lbs/hr.
The flameless DFTO and scrubber were arranged in an induced draft configuration, pulling exhaust through the system and keeping it under negative pressure to prevent the escape of any corrosive gases.
The United States EPA filmed a documentary about the Pemaco remedial action for internal training purposes. The documentary highlights several “firsts” for the EPA including the use of a flameless thermal oxidizer for vapor treatment. More information can be found on the EPA website.